ronaldinho_07
Aluminum
- Joined
- May 23, 2016
- Location
- VietNam
I need cut alot of tubes.
Its 1mm thickness,diameter from 25 to 51 mm.
The cut will be like this.
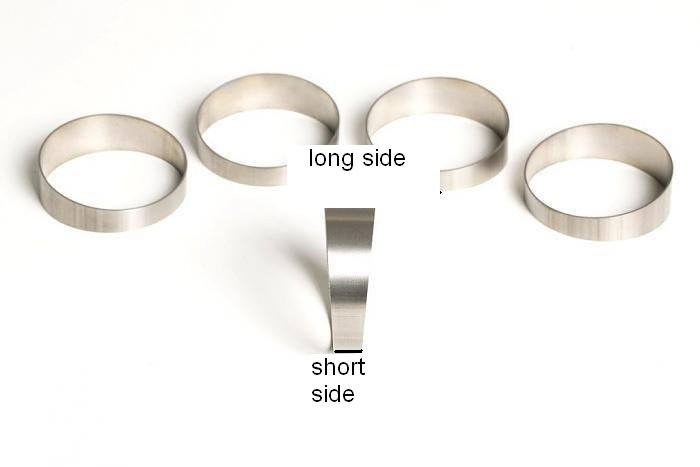
Angle of each side is about 7.5 degrees,so total 15 degrees/ 1 piecut.
Example short side is 18.2,long side is 25.6
But when cutting,the tolerance is too big.It is upto 1mm tolerence
The tube diameter tolerance is about 0.1mm
I dont care about tube diameter,just care about angle each side and length of short side and long side .
So please tell me what could be the problem.
I think the EDM guy (who makes the cuts) did not measure and having the approriate fixture for the tube.
Tube not parrallel with axis of the machine
Thank you
Its 1mm thickness,diameter from 25 to 51 mm.
The cut will be like this.
Angle of each side is about 7.5 degrees,so total 15 degrees/ 1 piecut.
Example short side is 18.2,long side is 25.6
But when cutting,the tolerance is too big.It is upto 1mm tolerence
The tube diameter tolerance is about 0.1mm
I dont care about tube diameter,just care about angle each side and length of short side and long side .
So please tell me what could be the problem.
I think the EDM guy (who makes the cuts) did not measure and having the approriate fixture for the tube.
Tube not parrallel with axis of the machine
Thank you
")
 .
.
