Though I never have made a part like this, I've seen some of them after they were made, by a machinist friend of mine. I think every proud acomplished machinist you will meet has his little "brag box," usually filled with some of the hardest parts he ever made often where the critical tolerance was blown by the smallest RCH possible to render it useless. Especially if discovered by a novice aspiring to learn more, h an hour or so of listening will lend the listener so much knowledged, and give the master machinist a rare oppurtunity to really share some stories of his true pride and joy. Especially as was my case with a great genenrational and exeperience gap was present afer listeninglong enough and asking intelligent questions chances are you will find your self with a new found mentor and friendship.
Anyhow one of the machinists I know had such a box, the part looked sort of like this (please note I drew it all from memory, and on Microsoft paint, so pardon the poor quality drawing)
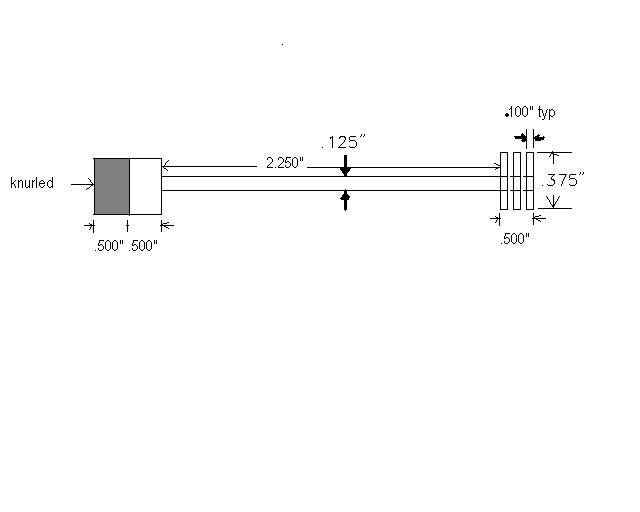
The whole thing was made out of brass that I believe was then gold plated as it was some sort of tuner for a radio. On top of that those fins I drew also had some weird slots milled crosswise in them as these were tuning forks for some sort of radios. The whole thing was done mind you also before CNC. On top of that he also kept a copy of the print, who ever drew the part had surely spent some time in a machine shop, as he drew it as big as possible and totally out of scale to make it look real easy to make! As drawn that part was about 12" long and 3-4" in diameter. When he started working on them his forman asked him what he was doing on the such a small lathe. Then he put a few completed ones into the forman's hands, he said the forman's eyes buldged out in shock when he realized the acutall dimensions he overlooked on the drawing.
As to how he did it, he said it was all done on a Hardenge HVLH lathe, I don't remember if he used a follower rest, yet he said the real trick to the part was to turn it out of some rather long stock, and then to do one full quick pass. I think for this part he started with either 3/4" or 5/8" rod in order to turn these from. He said the reasoning for such large bar, was that a real small diameter brass could never support such pressures and load of the cutter.
Mind you this was just one of several mind blowing parts I saw in his little altoid's tray of smaller parts he'd done.
Adam
") This would be an ideal screw machine or (if it is stepped not tapered) centerless grind job. Some of the small, long, "whippy" stuff we would send to screw machine shops that moved the work in z axis instead of the cutting tool. If you must do it in house I would make a split bushing, finish as much length as you can w/o chatter, pull out more, indicate, do it again. Ive done this on cnc lathes where I did not have a follower rest to play with.
This would be an ideal screw machine or (if it is stepped not tapered) centerless grind job. Some of the small, long, "whippy" stuff we would send to screw machine shops that moved the work in z axis instead of the cutting tool. If you must do it in house I would make a split bushing, finish as much length as you can w/o chatter, pull out more, indicate, do it again. Ive done this on cnc lathes where I did not have a follower rest to play with.





