I had some good discussions with Jay to figure out exactly what he needed.
We put together a CAD drawing and exchanged that a couple of times to be sure everything was clear.
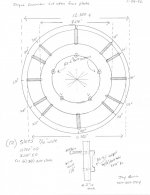
We ended up with an overall thickness of 1.0" for the face plate, 12.75" dia.
The overall thickness of the boss needed to be 2.75" to allow for a bore, with a step at the bottom, and the A6 taper.
Ordered a 3" thick A36 blank, 13" diameter, that weighed 120 lbs. The job ended up about 47 lbs.
The critical dimension were left so that Jay could mount the adapter on his lathe, and skim them to ensure concentricity.
We made a very simple gauge to measure the taper, see sketch, out of a piece of 1/8" strip. We tipped the mill head over 7.5 degrees, and milled a step at each end. Then put the head back to zero and milled the "flats", so that a caliper resting on the flats could measure the 4.188" inch dia at the mouth of the taper. Then filed the edges a little to minimize the contact area - worked out quite well.
We did the taper a little large, 2 or 3 thou, so Jay could skim the face to get a precise fit up.
All worked out well and Jay seems be happy.
Bob