Good evening gentlemen
I am neither an engineer nor a machinist (and I think it will shows in my post...) but being a designer with 20yrs of XP in construction and a custom motorcycle builder, I have a vague idea of how things work, or should work.
It also give me a certain form of realism that makes me realize that I'm out of my league on this one and that I need help.
In my previous project, I designed a motorcycle real wheel spoke hub and got it CNCed from a block of T6. Great experience, but it took ages to get the drawing right and it costed me a bomb, being a one-off part.
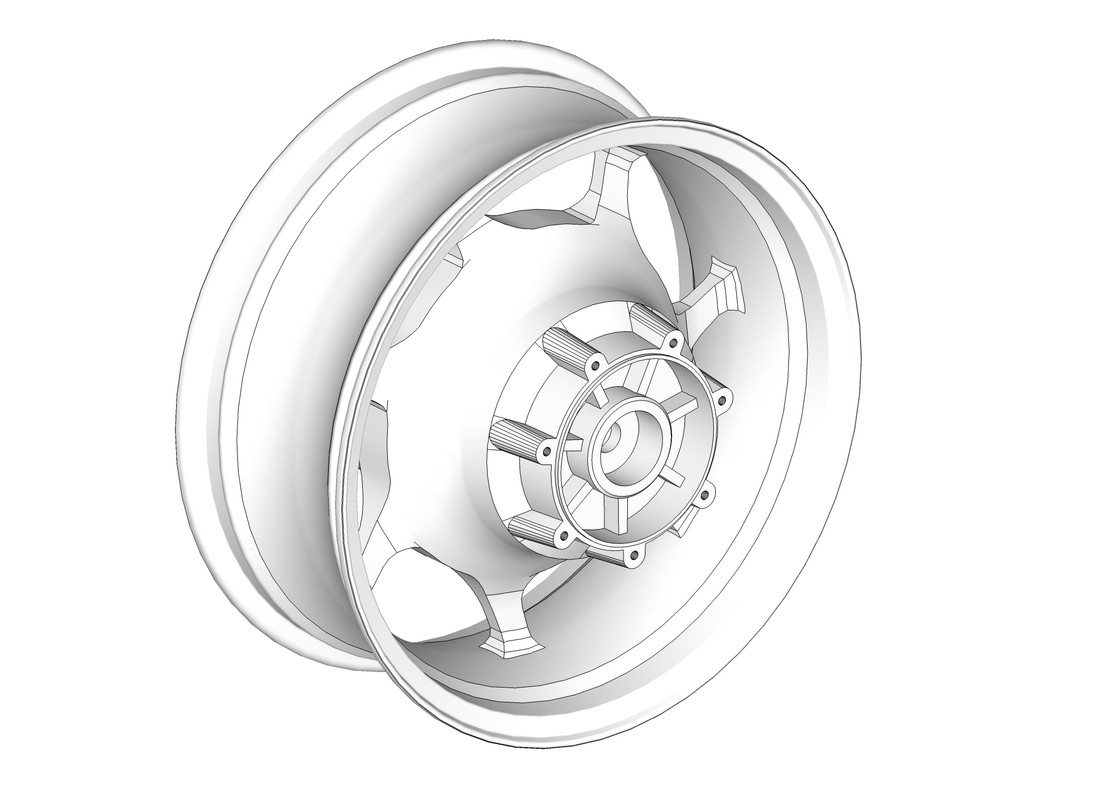
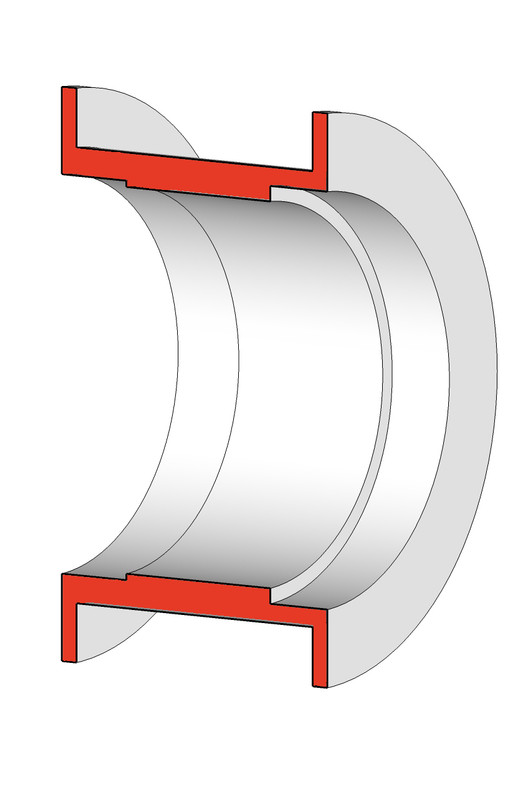
I'm working on a new project, and I'm trying a more conservative approach, which is basically pressing the drive and brake elements of an existing wheel into a fairly simple, lathed T6 "tube".
I got some drawings, etc...and I've already started to lathe the Drive / Brake, but I need a POC and would love to hear your advices / input.
I did my best to find the relevant informations by myself (which is why, for instance, I dropped the press-fit idea for a shrink-fit due to al galling), but I can't get the online calculators I've found to work...
Let me try to break it down in basic info:
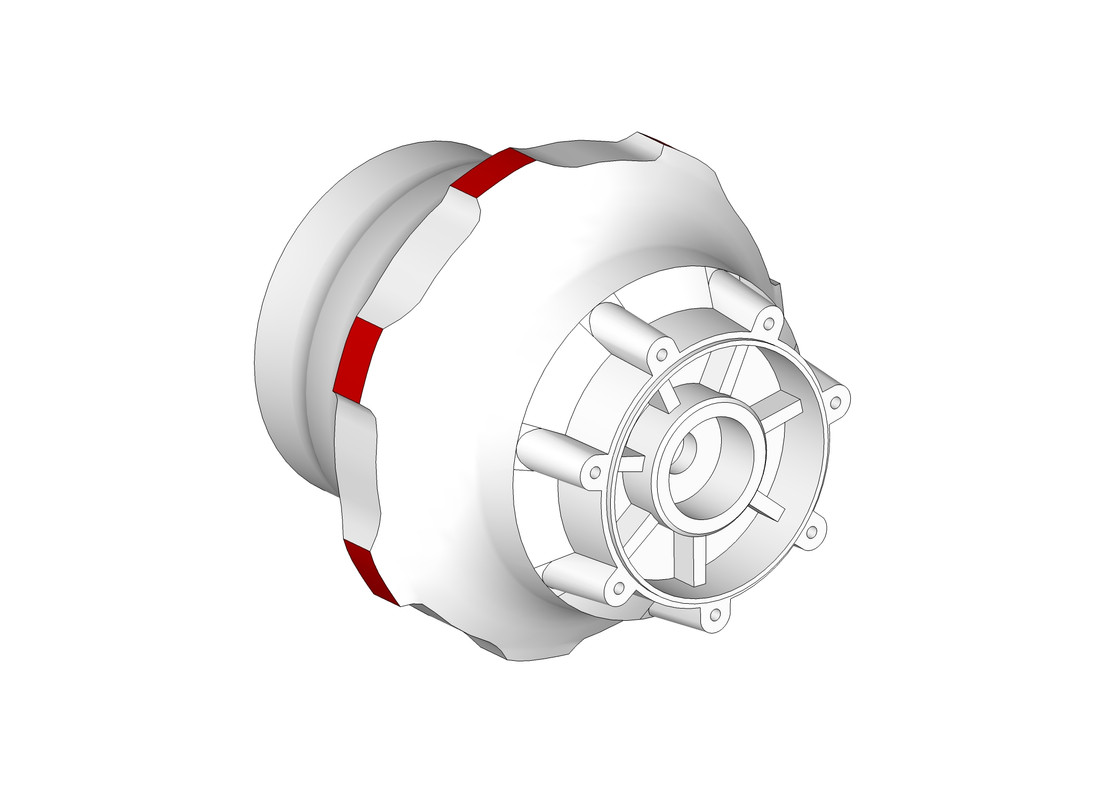
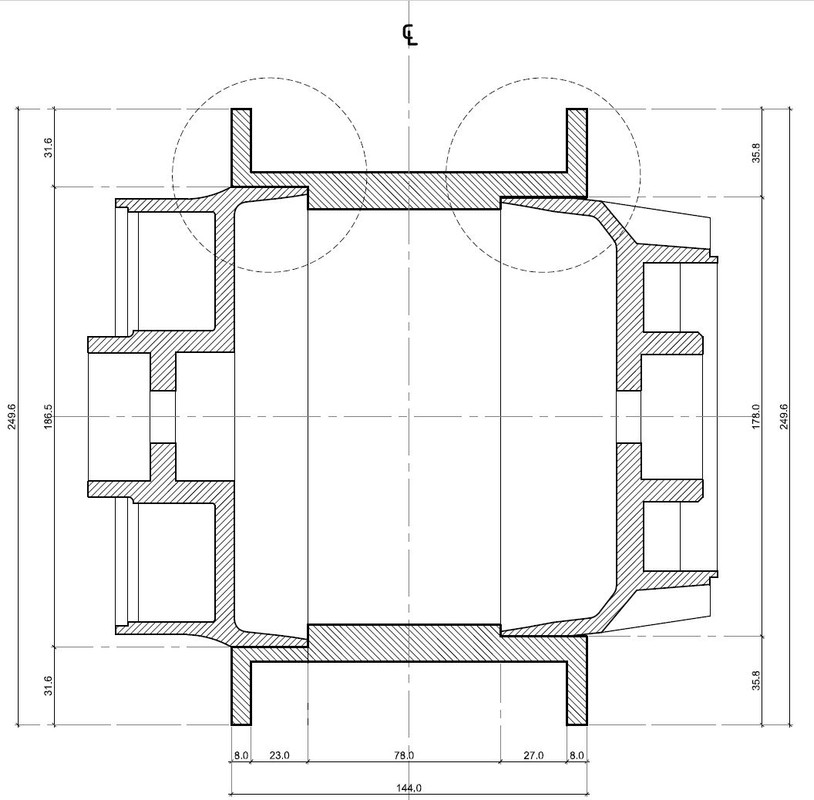
- shaft would be T6 al, 180mm OD, 7mm wall thickness
- Hub would be T6 as well, 180mm ID, 245mm OD
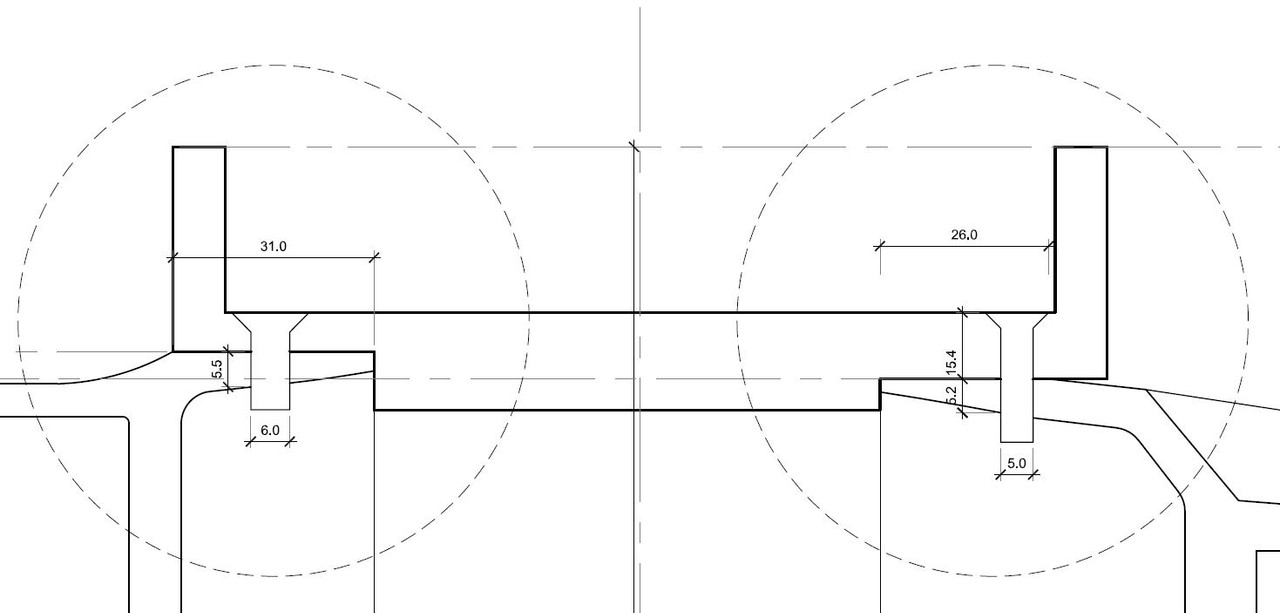
- Engagement length would be 30mm
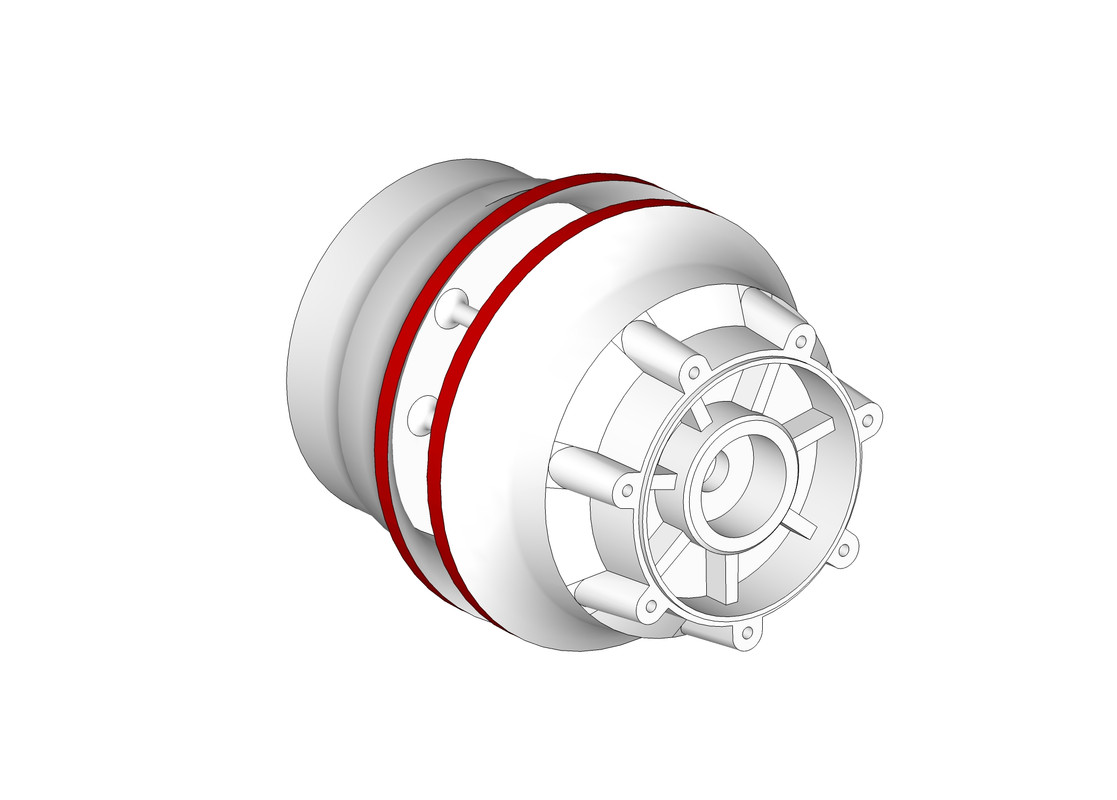
The idea is to shrink fit the two parts after bringing the Hub @ 100C (by boiling it) and the shaft @ -70C by dumping it in dry ice. I estimate the actual temp of the two pieces to be 80C for the Hub and -50C for the shaft, even if I move fast during assembly.
My questions are:
- Does it have a chance to succeed of am I setting myself up for failure?
- What should be the max and min diametrical interference?
- If I were to select the median between max and min diam. interference, what max torque could the assy handle?
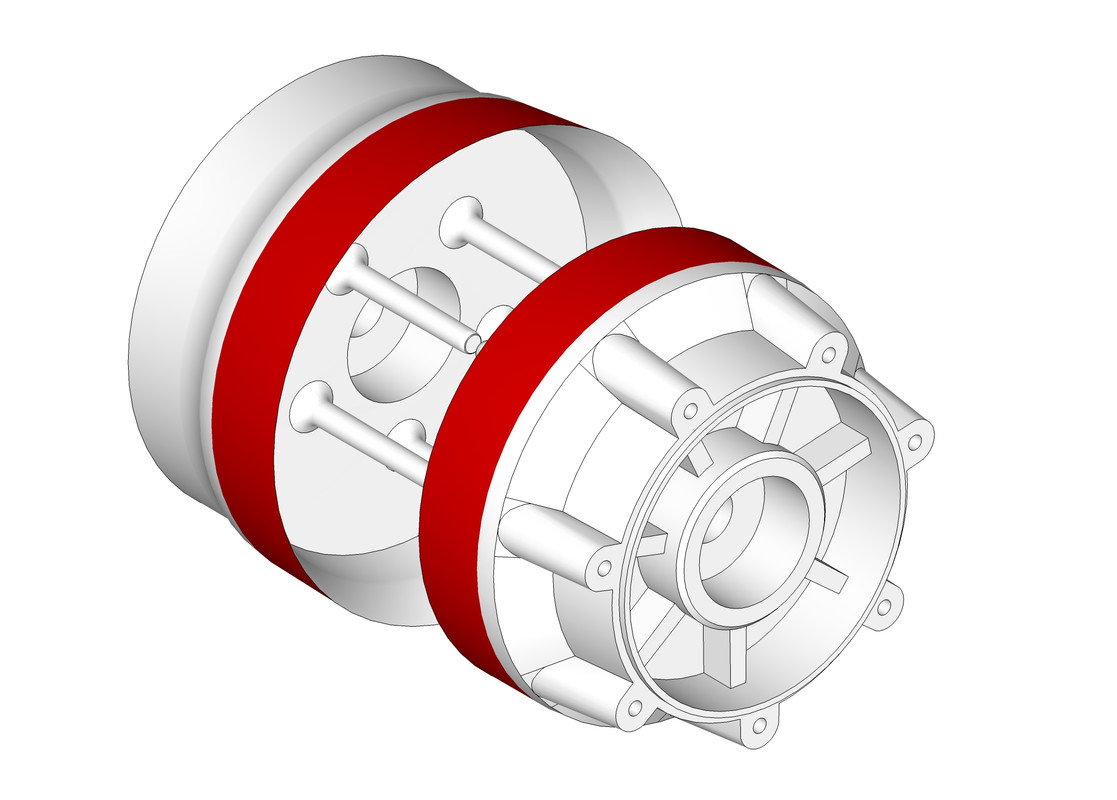
The idea here is to sort out if the assy:
- is realistically doable
- Has any chance to withstand the torque forces of acceleration / braking without additional operations. If it's a lost cause then I guess that another option would be to dutch pin the assy but it would be quite tricky due to the shape of the parts. Sure thing is that I want to avoid welding because on such a circumference, it's pretty much a given that a substantial area of the assy would reach annealing temp.
I'm really embarrassed to bother you with questions that are probably very dumb, but as stated above, I'm just out of my league...
I am neither an engineer nor a machinist (and I think it will shows in my post...) but being a designer with 20yrs of XP in construction and a custom motorcycle builder, I have a vague idea of how things work, or should work.
It also give me a certain form of realism that makes me realize that I'm out of my league on this one and that I need help.
In my previous project, I designed a motorcycle real wheel spoke hub and got it CNCed from a block of T6. Great experience, but it took ages to get the drawing right and it costed me a bomb, being a one-off part.
I'm working on a new project, and I'm trying a more conservative approach, which is basically pressing the drive and brake elements of an existing wheel into a fairly simple, lathed T6 "tube".
I got some drawings, etc...and I've already started to lathe the Drive / Brake, but I need a POC and would love to hear your advices / input.
I did my best to find the relevant informations by myself (which is why, for instance, I dropped the press-fit idea for a shrink-fit due to al galling), but I can't get the online calculators I've found to work...
Let me try to break it down in basic info:
- shaft would be T6 al, 180mm OD, 7mm wall thickness
- Hub would be T6 as well, 180mm ID, 245mm OD
- Engagement length would be 30mm
The idea is to shrink fit the two parts after bringing the Hub @ 100C (by boiling it) and the shaft @ -70C by dumping it in dry ice. I estimate the actual temp of the two pieces to be 80C for the Hub and -50C for the shaft, even if I move fast during assembly.
My questions are:
- Does it have a chance to succeed of am I setting myself up for failure?
- What should be the max and min diametrical interference?
- If I were to select the median between max and min diam. interference, what max torque could the assy handle?
The idea here is to sort out if the assy:
- is realistically doable
- Has any chance to withstand the torque forces of acceleration / braking without additional operations. If it's a lost cause then I guess that another option would be to dutch pin the assy but it would be quite tricky due to the shape of the parts. Sure thing is that I want to avoid welding because on such a circumference, it's pretty much a given that a substantial area of the assy would reach annealing temp.
I'm really embarrassed to bother you with questions that are probably very dumb, but as stated above, I'm just out of my league...


")
