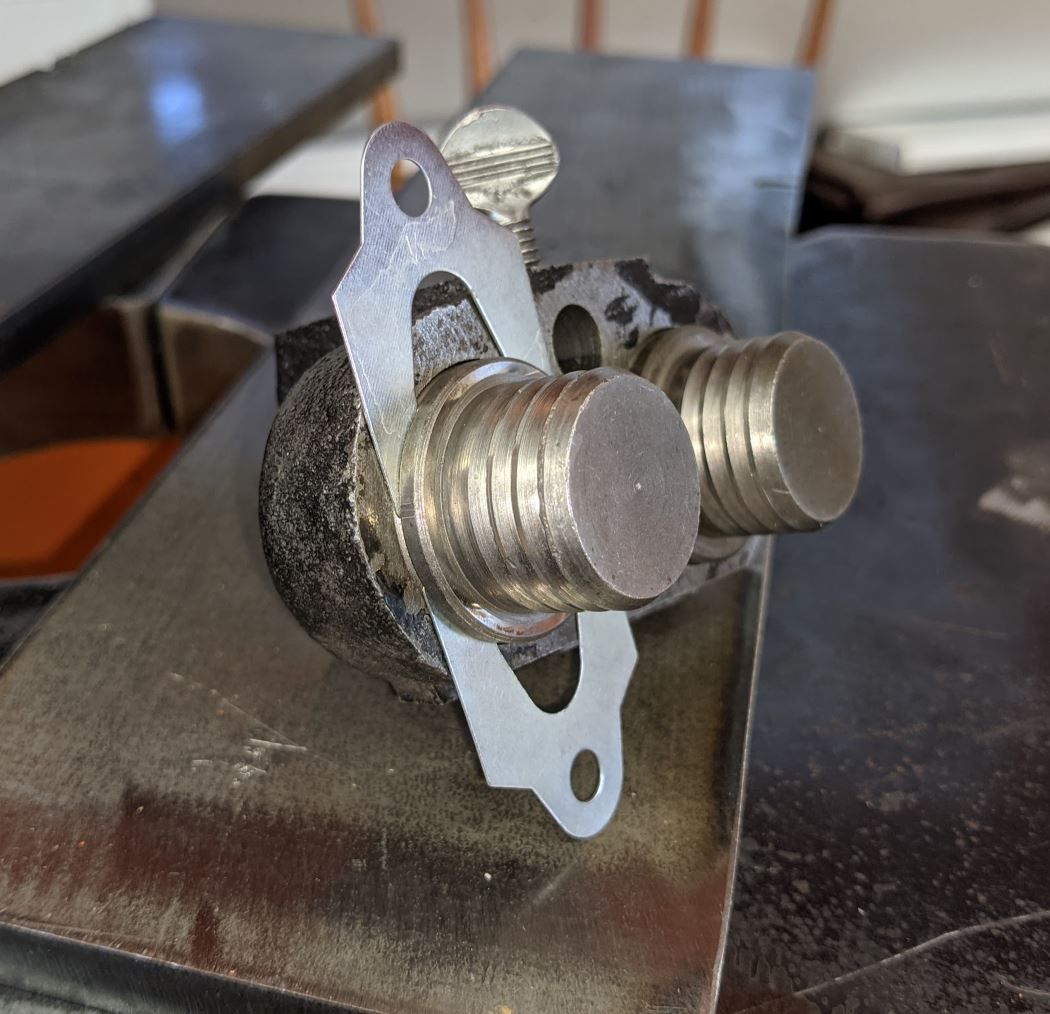
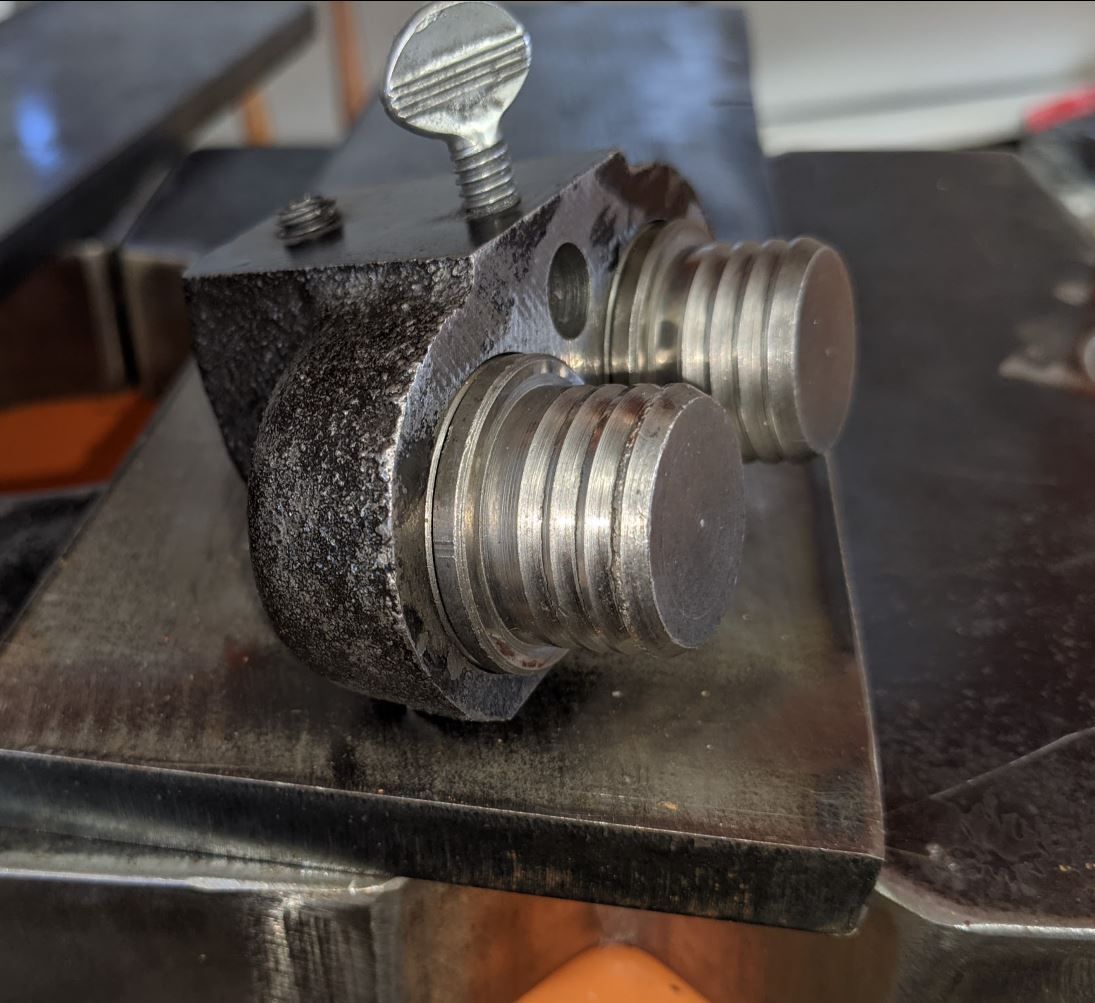
I installed new blade guide bearings on my Roll-in saw. The blade guide (roller) and bearing is pushed out the back of the assembly via a small access hole. Otherwise, the bearing sits in a blind hole.
On install, I pushed the bearing on to the blade guide shaft first, applying pressure only to the inner face. The blade guide is ground with a small boss that sits on the inner face of the bearing to provide clearance for the blade guide and outer race. Consequently, I applied a couple shims to take up the space between the blade guide and outer race, and pushed everything in place. As you would expect, it didn't take a huge amount of pressure.
These bearings are double row 5201-2RS and are designed to take some angular force. When testing the bearings by hand after installation, I was surprised how rough they feel (or, "notchy" if you prefer). It ranges from just detectable to VERY rough. I realize some bearings will feel rough without a proper preload. Also, some high-end bearings with special grease feel a bit odd. But, for the worst one, I've never felt anything this bad in a "good" bearing.
The bearings I selected are "C3". Perhaps that makes a difference. Or, perhaps I damaged the bearing on installation. If so, I can't figure out another way to install them into a blind hole. The inter race of the bearing doesn't touch the back of the assembly. So, I can't install the bearing first, then press in the blade guide. Seems like that would be worse than my sequence.
As usual, I'm in a hurry to get the machine back in service, so any thoughts would be appreciated.

On install, I pushed the bearing on to the blade guide shaft first, applying pressure only to the inner face. The blade guide is ground with a small boss that sits on the inner face of the bearing to provide clearance for the blade guide and outer race. Consequently, I applied a couple shims to take up the space between the blade guide and outer race, and pushed everything in place. As you would expect, it didn't take a huge amount of pressure.
These bearings are double row 5201-2RS and are designed to take some angular force. When testing the bearings by hand after installation, I was surprised how rough they feel (or, "notchy" if you prefer). It ranges from just detectable to VERY rough. I realize some bearings will feel rough without a proper preload. Also, some high-end bearings with special grease feel a bit odd. But, for the worst one, I've never felt anything this bad in a "good" bearing.
The bearings I selected are "C3". Perhaps that makes a difference. Or, perhaps I damaged the bearing on installation. If so, I can't figure out another way to install them into a blind hole. The inter race of the bearing doesn't touch the back of the assembly. So, I can't install the bearing first, then press in the blade guide. Seems like that would be worse than my sequence.
As usual, I'm in a hurry to get the machine back in service, so any thoughts would be appreciated.