Rick Rowlands
Titanium
- Joined
- Jan 8, 2005
- Location
- Youngstown, Ohio
Who here has a gear making machine?
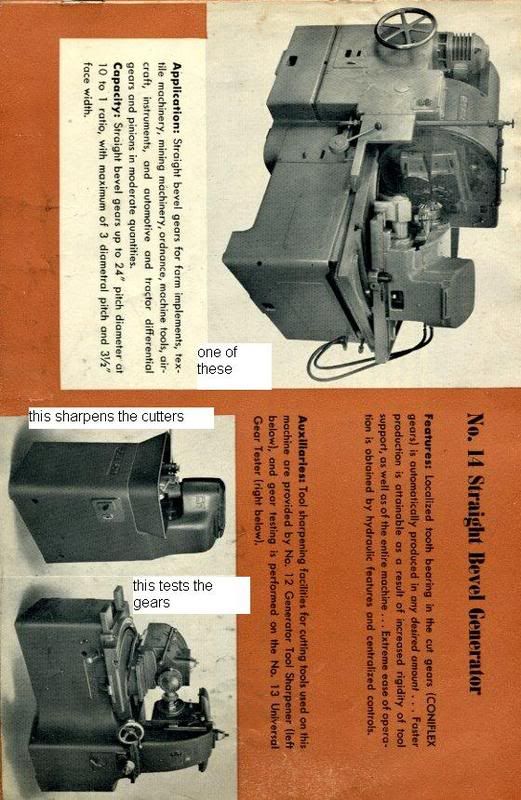
Looking for a shop that can make a set of spiral bevel gears. The current gears are straight bevel gears but want to replace them with spiral to smooth out the drive. This is for the table drive on the Gray PM. I have prints of the gears and can email the PDF to anyone interested.
Gear 1:
9.666 pitch diameter
29 tooth 3 pitch
20 degree pressure angle
material 3140
Gear 2:
5.666 pitch diameter
17 tooth 3 pitch
20 degree pressure angle
material 4140
We can supply the rough machined blanks and also take care of the heat treating.
Looking for a shop that can make a set of spiral bevel gears. The current gears are straight bevel gears but want to replace them with spiral to smooth out the drive. This is for the table drive on the Gray PM. I have prints of the gears and can email the PDF to anyone interested.
Gear 1:
9.666 pitch diameter
29 tooth 3 pitch
20 degree pressure angle
material 3140
Gear 2:
5.666 pitch diameter
17 tooth 3 pitch
20 degree pressure angle
material 4140
We can supply the rough machined blanks and also take care of the heat treating.

")