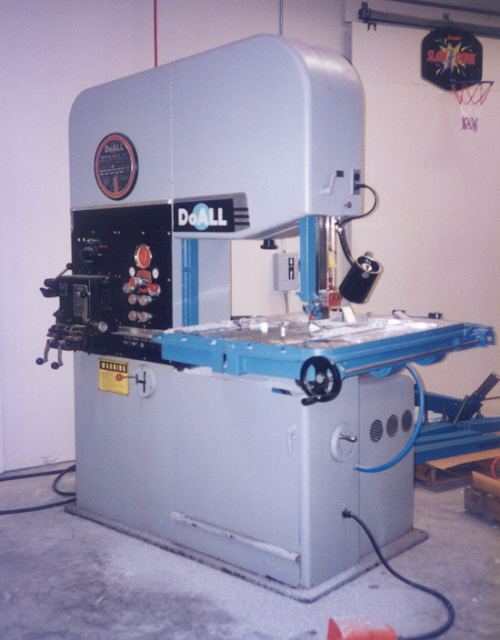
I've looked at a number of bandsaws, Doall in particular, that are called 'contour' saws. Just what does that add to a saw?
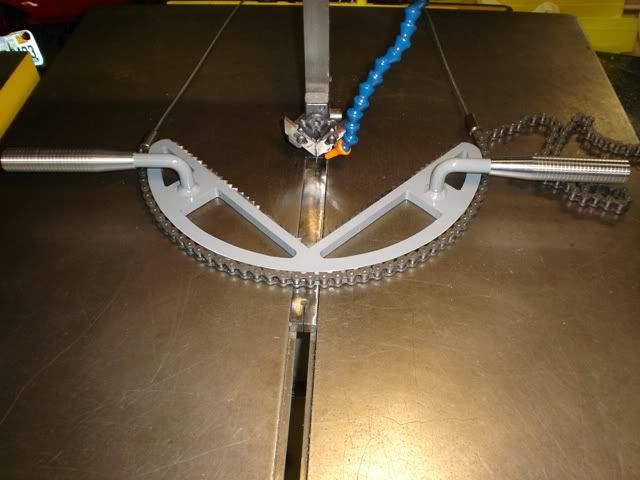
This is a pic of the contour parts - I assume that means the funny curve gear looking pieces. What do they do?
Is all that stuff very beneficial or should I not worry about buying a saw with that feature?
This is a pic of the contour parts - I assume that means the funny curve gear looking pieces. What do they do?
Is all that stuff very beneficial or should I not worry about buying a saw with that feature?

")