dsergison
Diamond
- Joined
- Oct 23, 2003
- Location
- East Peoria, IL, USA
sorry i was blindly cloging the old forum with pics and my thread about these ways. I moving it here.
my nardini tt1030 has hard ways. It also has a lot of wear near the chuck. such that a test rod that I turn has a diameter variation of 0.003" over a distance of about 1" as it rides over the wear/no-wear hump.
it effects my collet work, as the use of the chuck puts me out past this "lump"
Question.
If I get creative and take my tool post grinder. and mount it to my tailstock (or something riding on my tailstock ways, could/should I re grind my bed with it?
I just finished diagnosing this with a tenths indicator. My tailstock ways are great.
with an indicator on the tailstock and hanging off the front 6" I have TIR 0.0003" on the tailstock ways I figire hanging off th front will find a local variation before the tailstock run past it.
when I measure the v-ways of the carrige to the tailstock there is a big valley at the high wear location on the inboard side of the V. About 0.004" TIR and only about 0.0015" on the outboard side. and 0.001" on the rear flat way.
net effect is the carrige simotaneously shifts, rotates away, and drops down slightly from the part as it rides through the trough. mostly it rotates & shifts away.
I am trying to figure out a way to attach my dumore toolpost grinder to the base of my tailstock such that can run the wheel all the way up to the headstock.
this will leave me with a surface I cannot cut without reversing the setup at the tailstock end. but only about the last 4" of way which is accessible to my carrige anyway.
I can re-set and grind to match. or loose travel. or have a bump.
I have never ground anything like this.
I'm wondering how to present and dress the wheel.
thanks for the encouragement pepo
here's my situation.


I'm well on my way.

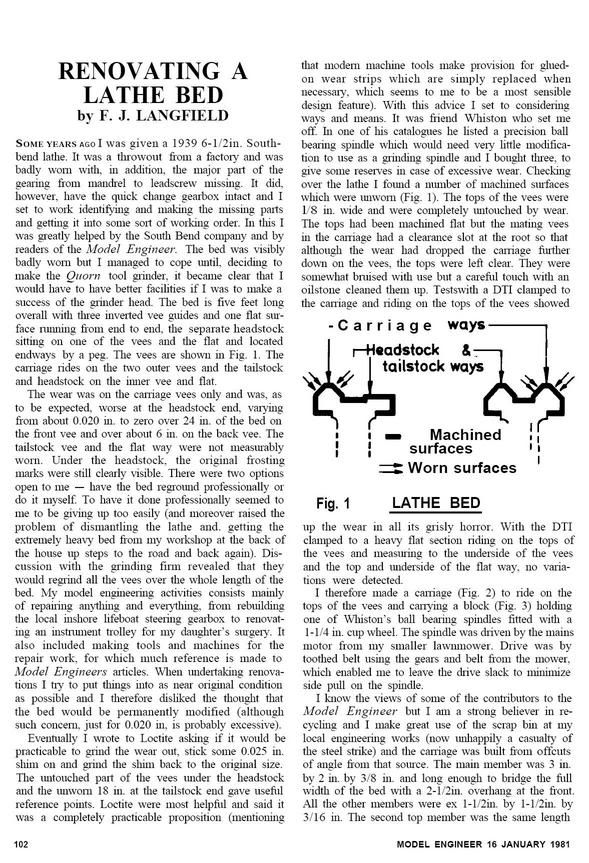
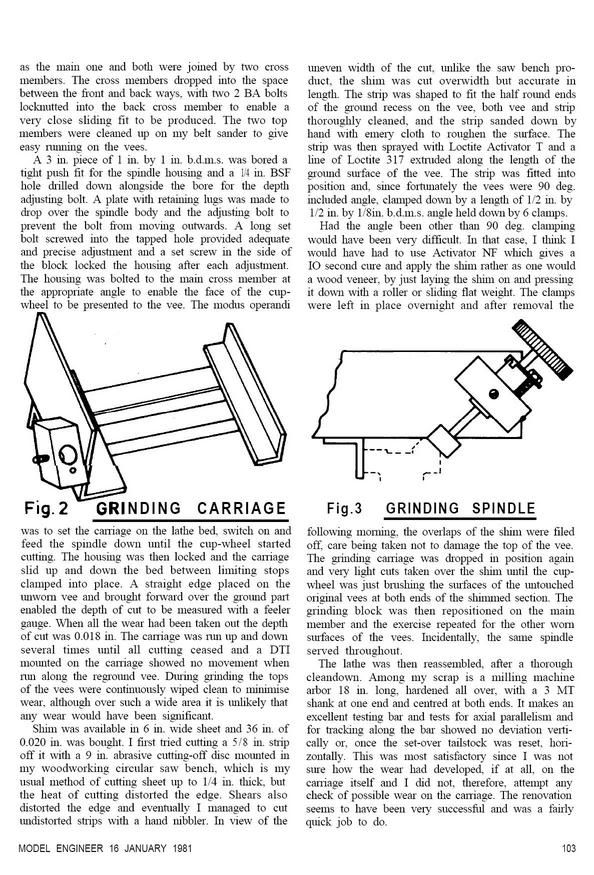
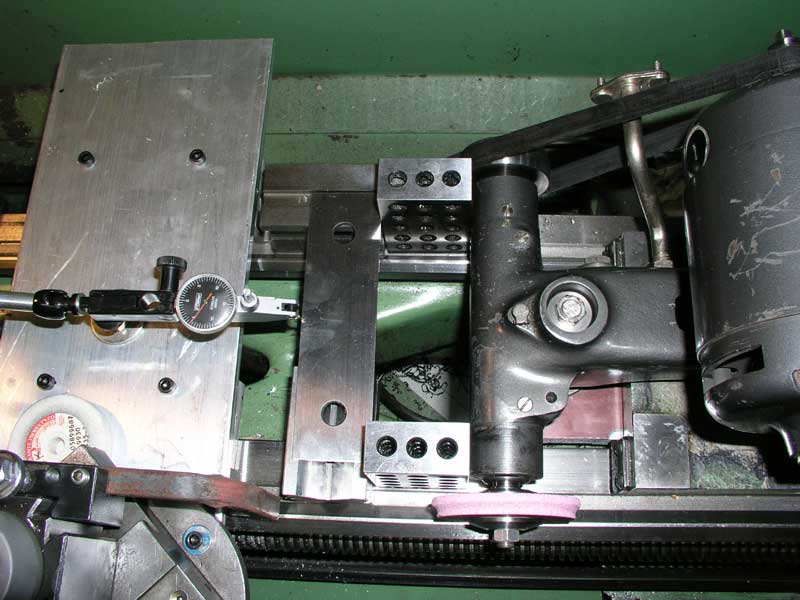
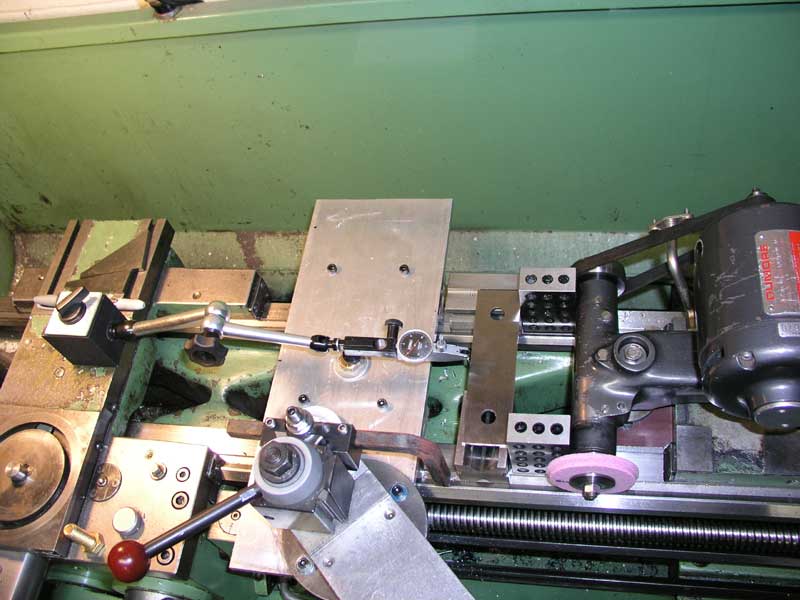
I've got this plate tith a groove that pivots on a 1/4" rod I milled two matching grooves in the ribs under the tailstock and two clamp bolt holes (and two jacking screw holes after this pic)- so I can flip it all around to do the far tailstock end.

I can move it in tenths easily with the hex key on the right
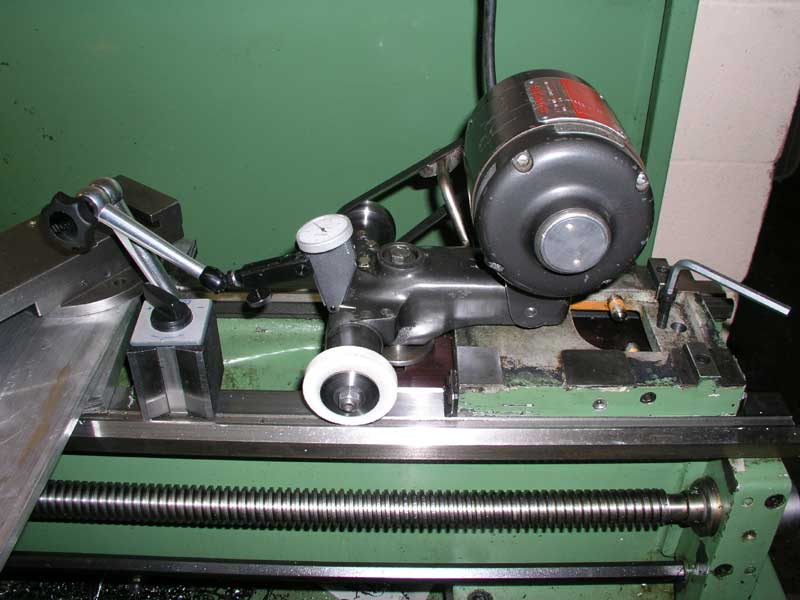
I'm planning to use the compound to dress the wheel once I figure out how to mount it at a precise 45?
I will have a 1/3 carat dresser tomorrow

I want to say thanks to PEPO for these suggestions:
my nardini tt1030 has hard ways. It also has a lot of wear near the chuck. such that a test rod that I turn has a diameter variation of 0.003" over a distance of about 1" as it rides over the wear/no-wear hump.
it effects my collet work, as the use of the chuck puts me out past this "lump"
Question.
If I get creative and take my tool post grinder. and mount it to my tailstock (or something riding on my tailstock ways, could/should I re grind my bed with it?
I just finished diagnosing this with a tenths indicator. My tailstock ways are great.
with an indicator on the tailstock and hanging off the front 6" I have TIR 0.0003" on the tailstock ways I figire hanging off th front will find a local variation before the tailstock run past it.
when I measure the v-ways of the carrige to the tailstock there is a big valley at the high wear location on the inboard side of the V. About 0.004" TIR and only about 0.0015" on the outboard side. and 0.001" on the rear flat way.
net effect is the carrige simotaneously shifts, rotates away, and drops down slightly from the part as it rides through the trough. mostly it rotates & shifts away.
I am trying to figure out a way to attach my dumore toolpost grinder to the base of my tailstock such that can run the wheel all the way up to the headstock.
this will leave me with a surface I cannot cut without reversing the setup at the tailstock end. but only about the last 4" of way which is accessible to my carrige anyway.
I can re-set and grind to match. or loose travel. or have a bump.
I have never ground anything like this.
I'm wondering how to present and dress the wheel.
thanks for the encouragement pepo
here's my situation.
I'm well on my way.
I've got this plate tith a groove that pivots on a 1/4" rod I milled two matching grooves in the ribs under the tailstock and two clamp bolt holes (and two jacking screw holes after this pic)- so I can flip it all around to do the far tailstock end.
I can move it in tenths easily with the hex key on the right
I'm planning to use the compound to dress the wheel once I figure out how to mount it at a precise 45?
I will have a 1/3 carat dresser tomorrow
I want to say thanks to PEPO for these suggestions:
and Precision Works suggestion too.Have a 15" lathe at work that one morning all of a sudden developed an identical problem. (we had a night shift at the time) I stoned,filed,fiddled and cussed but couldnt get rid of the spot. With the chuck you were out past it,but,the collets put you right on it. About 3 weeks later I found a 1" boring bar holder(KDK)in some junk that had been in a trainwreck. For $1000 I dont think I could have done this to this holder. Anyway,I did exactly what you are thinking. It had a 90 degree v-way at the front and a flat way at the back. The tailstock split in half like most do,mounted an air motor from a toolpost grinder on the tailstock base vertically and dressed the wheel with an angle dresser to look like a 90 degree countersink and swung the head from a pivot point on the tailstock base to control the stock removed. Then used a cup wheel to make the back match the saddle. You need to be able to move the wheel only .0002 at a time to stay in control and to keep from breaking the wheel down before you complete a pass. It worked really well,the lathe is still running many years later and cuts straight as a string.
A cup wheel will be the coolest cutting and most forgiving but,it would also be the hardest to arrange at the needed angles. I think I would lean towards the plain wheel dressed at 45 deg. Keeps the center of gravity lower and the dresser setup would be almost the same for both sides of the v-way. Also you could flip the wheel over to do the other side of the v-way,youll need to redress of course. As far as wheel diameter,your grinder needs to have the groceries to keep the wheel up at speed during a pass. A 60 grit I,J or K hardness at 4000 to 5000 sfm is the middle of the road. You will, without a doubt,need some type of diamond dresser to dress the wheel at the required angles. Do it by hand and it will end up rough as a cob and the wrong angle. If I remember right I dressed at least 3 times on each side of the V. Probably took off a total of .002 or .003 off each side.
Pulley it for 8000 rpm with a 3" wheel. Remember you just want to tickle across the top of the surface. You are looking for happy,fluffy sparks with smiles on their faces.Sneak up on it. Go for 80 to90% clean up.
...I understand what the problem is and what you feel you need to do. Even though I've modified my lathe nineteen different ways, I'd be more than hesitant to do what you're proposing.
Not counting the 48" Niles, our other two lathes have substantial wear in the ways & saddle. Like your machine, the wear can easily be measured with a test bar. But instead of grinding the ways, we use a much more simple method to make these lathes turn straight.
Both our machines turn a taper of .001" per inch of travel (about one third as much as your lathe). So a 6" part that starts at 2.000" on the tailstock side, finishes at 2.006 near the headstock. The simple way to work around this is to make a mark every inch while the part rotates, so there's a mark at 1", 2", 3", etc. Attach a mag base to the compound & touch the indicator tip to the toolpost. As the toolpoint reaches each mark, tap in the toolpost .0005", which reduces the diameter by .001".
Most of our shafting work is +/- .001, and the above technique, while primitive, always keeps the diameter within the tolerance range. This may not work in your situation, as your wear is much greater in a shorter area. But it will work on any machine that has worn ways where the wear can be measured & calculated.