tonymor
Aluminum
- Joined
- Feb 9, 2017
- Location
- Chambersburg PA USA
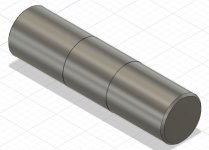
Recently ran into a shortage on some parts and had to make (actually still making) about 400 of these stainless steel pins in house. Material 17-4PH 1150.
Pins are about 1.25" diameter and 5.25" long. Pins are cut to length and then turned down on the lathe. The two ends are turned .004 smaller than the center.
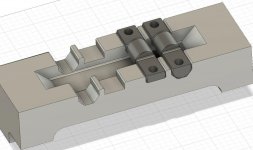
The 2nd picture shows the fixture we made that bolts to the table and holds these pins to be clamped end-end with an 8" vise.
First op we load 2 pins in the outer slots with the 'V' detail.
Second op we flip both to the center slots with the flat detail.
Machining for both ops as follows:
1. 1/2" 5 flute Endmill. Removes bulk of material, faces and machines up to shoulder.
2. 3/4" Indexable mill with 1/8" Radius inserts to radius up to shoulder
3. 1/2" Drill. Drill almost all way through(Only 1st side)
4. 1/4" End mill. Mill hole into slot 9/16 wide, 5/8 long
5. 1/4" 90 Deg Chamfer
Total cycle time on the mill is a little over 7 mins per part + handling.
The 1/2" End mill lasts about 80pcs, 1/4" about 160pcs and the others have not been changed.
If i was making the fixture again(which i won't be) i would change plenty of things, i would also probably buy some other tooling but this is what we had at the time and it worked and got us out of a hole.
Where i am going with this(eventually) is:
With things looking slow for next year i am considering moving production of these parts in house. We use about 3,600 per year and have machine time to spare.
The concept i have rolling around in my head at the moment is to invest in a good quality vice/pallet system and to hold the parts in a V-block style fixture (something like the last picture) while also getting some good indexable tooling and getting aggressive with the speeds and feeds. Machine them in a similar style to what we're already doing.
If i can take a chunk out of the cycle and handling time it would really be worth it.
My main concern is getting enough clamping force onto the smooth pin to hold them securely enough to get aggressive with the machining.
Leadwell V80i- BT40 and a big big table.
Thank you for sticking it out until the end... Thoughts?
Pins are about 1.25" diameter and 5.25" long. Pins are cut to length and then turned down on the lathe. The two ends are turned .004 smaller than the center.
The 2nd picture shows the fixture we made that bolts to the table and holds these pins to be clamped end-end with an 8" vise.
First op we load 2 pins in the outer slots with the 'V' detail.
Second op we flip both to the center slots with the flat detail.
Machining for both ops as follows:
1. 1/2" 5 flute Endmill. Removes bulk of material, faces and machines up to shoulder.
2. 3/4" Indexable mill with 1/8" Radius inserts to radius up to shoulder
3. 1/2" Drill. Drill almost all way through(Only 1st side)
4. 1/4" End mill. Mill hole into slot 9/16 wide, 5/8 long
5. 1/4" 90 Deg Chamfer
Total cycle time on the mill is a little over 7 mins per part + handling.
The 1/2" End mill lasts about 80pcs, 1/4" about 160pcs and the others have not been changed.
If i was making the fixture again(which i won't be) i would change plenty of things, i would also probably buy some other tooling but this is what we had at the time and it worked and got us out of a hole.
Where i am going with this(eventually) is:
With things looking slow for next year i am considering moving production of these parts in house. We use about 3,600 per year and have machine time to spare.
The concept i have rolling around in my head at the moment is to invest in a good quality vice/pallet system and to hold the parts in a V-block style fixture (something like the last picture) while also getting some good indexable tooling and getting aggressive with the speeds and feeds. Machine them in a similar style to what we're already doing.
If i can take a chunk out of the cycle and handling time it would really be worth it.
My main concern is getting enough clamping force onto the smooth pin to hold them securely enough to get aggressive with the machining.
Leadwell V80i- BT40 and a big big table.
Thank you for sticking it out until the end... Thoughts?


") In fact, you can find rotary fixturing that works off simple M codes or even mechanical actuation, no need for a full 4th-axis. It just has to be a stiff setup so good S/F can be maintained.
In fact, you can find rotary fixturing that works off simple M codes or even mechanical actuation, no need for a full 4th-axis. It just has to be a stiff setup so good S/F can be maintained. . Rigging something like that up would definitely be pushing my skills and knowledge to the limit, but hey that's what we're here for.
. Rigging something like that up would definitely be pushing my skills and knowledge to the limit, but hey that's what we're here for.