Short back story, most of my experience is in sheet metal and tubular structure fab with little machining from scratch (although have been using a Mill for other work for probably 10 to 12 years now just not much machining complete parts from raw material especially round parts from round stock).
Anyways, I am well aware of the potential (and often occurring) warping / distortion or parts that are machined from flat bar / plate stock. However, in my limited machining experience (zero really when it comes to round parts from round stock), do dished round parts machined from round stock have the same tendencies or are they more stable because of having 360° of support?
I'm currently in the "planning stage" of making a pair of Brake hats / bells for a full floating brake rotor setup and I'm trying to figure out my fixturing strategy to make these. The raw material is 6061-T651 1" thick cut from 9-1/2" dia. bar stock. Other than the outer ring, the wall thickness though out the part(s) will be 6.5mm (i.e., the face flange and the 45° angled perimeter wall that leads out to the outer ring will be 6.5mm thick (the outer right will be a bit thicker at 9mm thick. The inside face depth is 16mm with a finish overall thickness of 22.5mm.
Please note that while I realize that this job would be best done partly on a lathe and partly on a mill, I do not have or have access to a lathe (big enough), just a CNC Bridgeport (clone) Mill.
I originally had a plan of attach for fixturing but then I started thinking about potential of warp / distortion along the way. My original plan of attack does not allow for accurate repositioning when I flip back to do the first side finishing cuts.
Since the part is round from round stock and essentially is fully supported around the full 360° (remember, "vertical walls" are actually 45° as noted above (i.e., cone shaped between the two face sections if that makes sense), is there really a potential for warp / distortion like parts that are substantially thinned in sections that are cut from plate / flat bar stock?
Part of me says that being there is still a high likelihood of warp / distortion but another part of me is saying, "no because the part is supported by the 45° (cone of sorts), and it being round from round stock that the forces should offset each other. The more I think about it, the more Im at war with myself in my head... UGH!!!! Someone please help! (and sorry for the long read... I just like to give as much detail as I can when asking a question on any forum).
Much Thanks in advance!!!
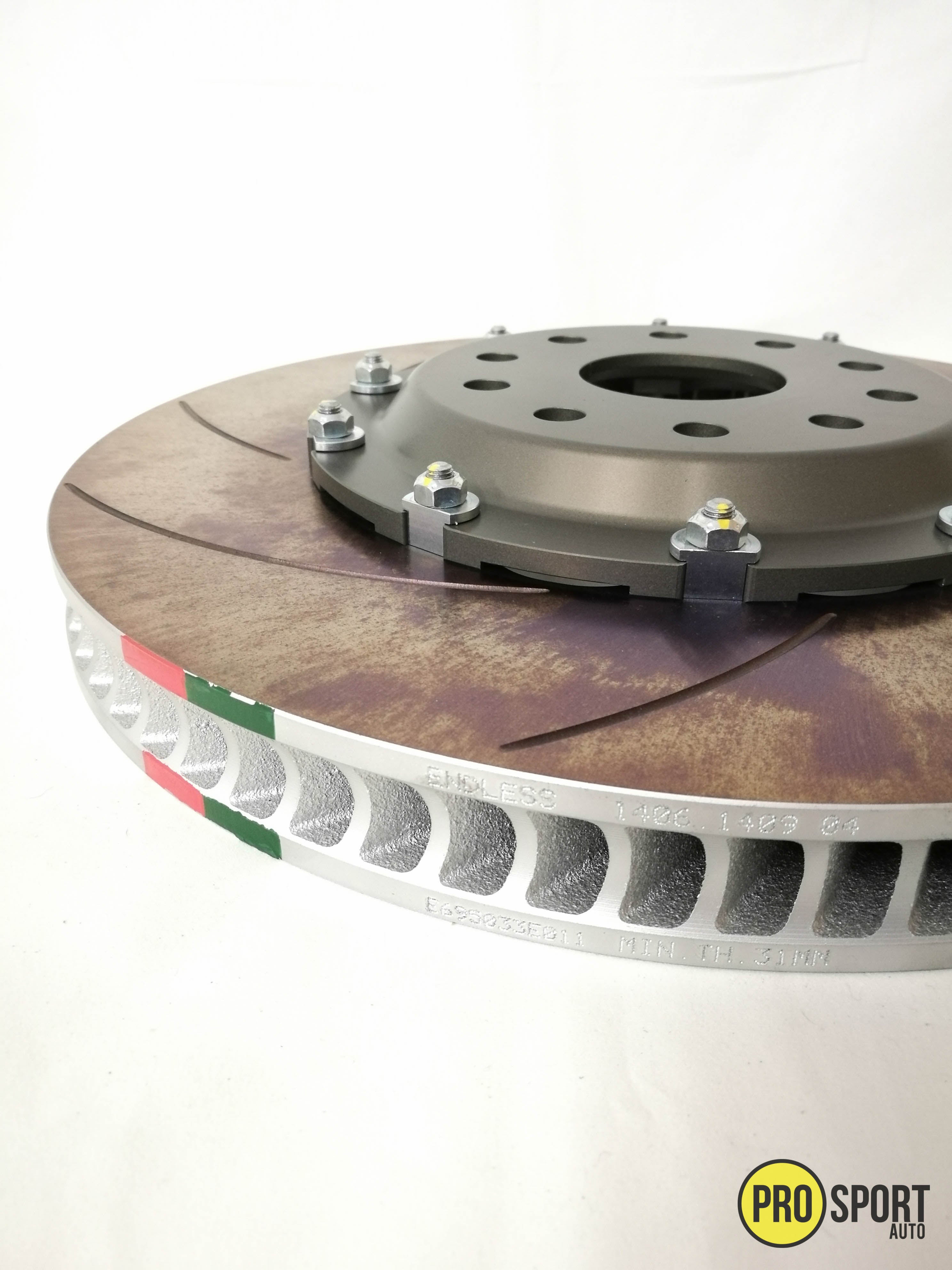
Oh and in case someone wants a better visualization of the final part, here is a picture of what I am trying to recreate (but to my own specifications / dimensions) and disregard the actual brake rotor itself.. Just attempting to make the center hat / bell.
Anyways, I am well aware of the potential (and often occurring) warping / distortion or parts that are machined from flat bar / plate stock. However, in my limited machining experience (zero really when it comes to round parts from round stock), do dished round parts machined from round stock have the same tendencies or are they more stable because of having 360° of support?
I'm currently in the "planning stage" of making a pair of Brake hats / bells for a full floating brake rotor setup and I'm trying to figure out my fixturing strategy to make these. The raw material is 6061-T651 1" thick cut from 9-1/2" dia. bar stock. Other than the outer ring, the wall thickness though out the part(s) will be 6.5mm (i.e., the face flange and the 45° angled perimeter wall that leads out to the outer ring will be 6.5mm thick (the outer right will be a bit thicker at 9mm thick. The inside face depth is 16mm with a finish overall thickness of 22.5mm.
Please note that while I realize that this job would be best done partly on a lathe and partly on a mill, I do not have or have access to a lathe (big enough), just a CNC Bridgeport (clone) Mill.
I originally had a plan of attach for fixturing but then I started thinking about potential of warp / distortion along the way. My original plan of attack does not allow for accurate repositioning when I flip back to do the first side finishing cuts.
Since the part is round from round stock and essentially is fully supported around the full 360° (remember, "vertical walls" are actually 45° as noted above (i.e., cone shaped between the two face sections if that makes sense), is there really a potential for warp / distortion like parts that are substantially thinned in sections that are cut from plate / flat bar stock?
Part of me says that being there is still a high likelihood of warp / distortion but another part of me is saying, "no because the part is supported by the 45° (cone of sorts), and it being round from round stock that the forces should offset each other. The more I think about it, the more Im at war with myself in my head... UGH!!!! Someone please help! (and sorry for the long read... I just like to give as much detail as I can when asking a question on any forum).
Much Thanks in advance!!!
Oh and in case someone wants a better visualization of the final part, here is a picture of what I am trying to recreate (but to my own specifications / dimensions) and disregard the actual brake rotor itself.. Just attempting to make the center hat / bell.
")
