David_M
Hot Rolled
- Joined
- Sep 30, 2014
- Location
- Midway, GA, USA
After asking numerous questions myself, I think I have a couple of thoughts that might be worth sharing.
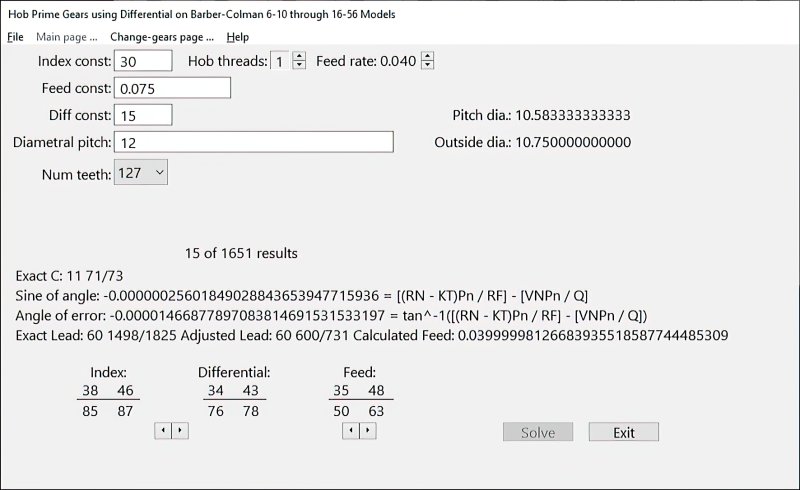
Formula for hobbing helical gears:
KCT
(CN) ± 1
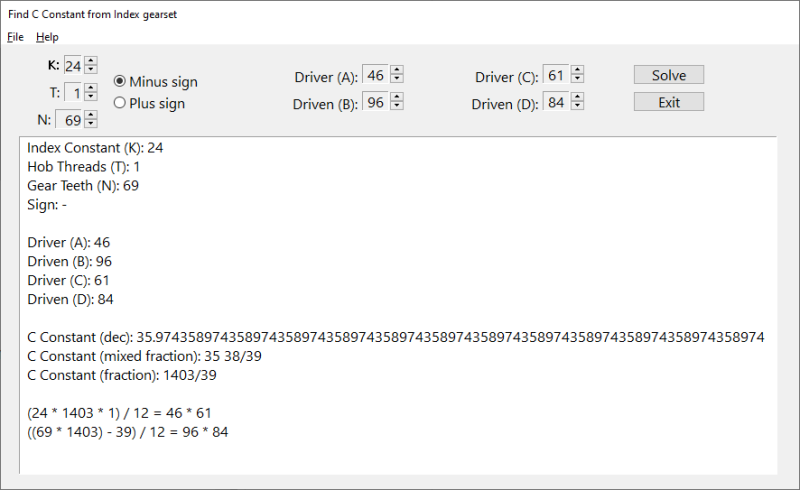
K = machine index constant
C = C constant
T = number of threads on hob
N = number of teeth on gear
1 = absolute constant
M = feed constant
Sample:
K = 24
C = 35 (~0.027" feed)
T = 1
N = 34
M = 0.075
Helix angle = 16
Diametral pitch 12
Change gears = 24 to 70
Index:
24 x 35 x 1 = 840 = 24 x 35
(35 x 34) - 1 = 1189 = 41 x 29
Feed:
25 x 32
67 x 33
More coming...
Formula for hobbing helical gears:
KCT
(CN) ± 1
K = machine index constant
C = C constant
T = number of threads on hob
N = number of teeth on gear
1 = absolute constant
M = feed constant
Sample:
K = 24
C = 35 (~0.027" feed)
T = 1
N = 34
M = 0.075
Helix angle = 16
Diametral pitch 12
Change gears = 24 to 70
Index:
24 x 35 x 1 = 840 = 24 x 35
(35 x 34) - 1 = 1189 = 41 x 29
Feed:
25 x 32
67 x 33
More coming...
")