SpencerFTO
Plastic
- Joined
- Jun 29, 2020
Hey there,
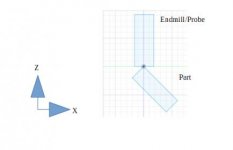
I'm using a mini-mill (Minitech GX mill: Mini-Mill/GX - MINITECH MACHINERY CORPORATION) to machine tiny grooves into parts. I'm new to milling (been learning the machine for the last couple months). The grooves are 90 degree cuts, we call them v-grooves. The company has decided that the easiest way is to use an endmill with the part tilted up to 45 degrees (we have a trunnion table on the mill). This angle makes locating difficult. I've read about using 1-2-3 blocks or paper as a sort of feeler, but this won't really work on a top edge.
My question is this: What is the easiest way to accurately locate the top of the part? The highest point on the part is the top corner edge, and I've been bringing the tool (0.040" endmill) closer and closer until I feel it catch or until I can't see light through, but this seems very inaccurate.
The parts we make are ~7mm across and the v-grooves are all under 0.3mm across them (or 0.3mm spacing).
Thanks for any tips!
S
I'm using a mini-mill (Minitech GX mill: Mini-Mill/GX - MINITECH MACHINERY CORPORATION) to machine tiny grooves into parts. I'm new to milling (been learning the machine for the last couple months). The grooves are 90 degree cuts, we call them v-grooves. The company has decided that the easiest way is to use an endmill with the part tilted up to 45 degrees (we have a trunnion table on the mill). This angle makes locating difficult. I've read about using 1-2-3 blocks or paper as a sort of feeler, but this won't really work on a top edge.
My question is this: What is the easiest way to accurately locate the top of the part? The highest point on the part is the top corner edge, and I've been bringing the tool (0.040" endmill) closer and closer until I feel it catch or until I can't see light through, but this seems very inaccurate.
The parts we make are ~7mm across and the v-grooves are all under 0.3mm across them (or 0.3mm spacing).
Thanks for any tips!
S