Clueless hobbyist. I have many questions about my FTV-2 mill. I'll start with this.
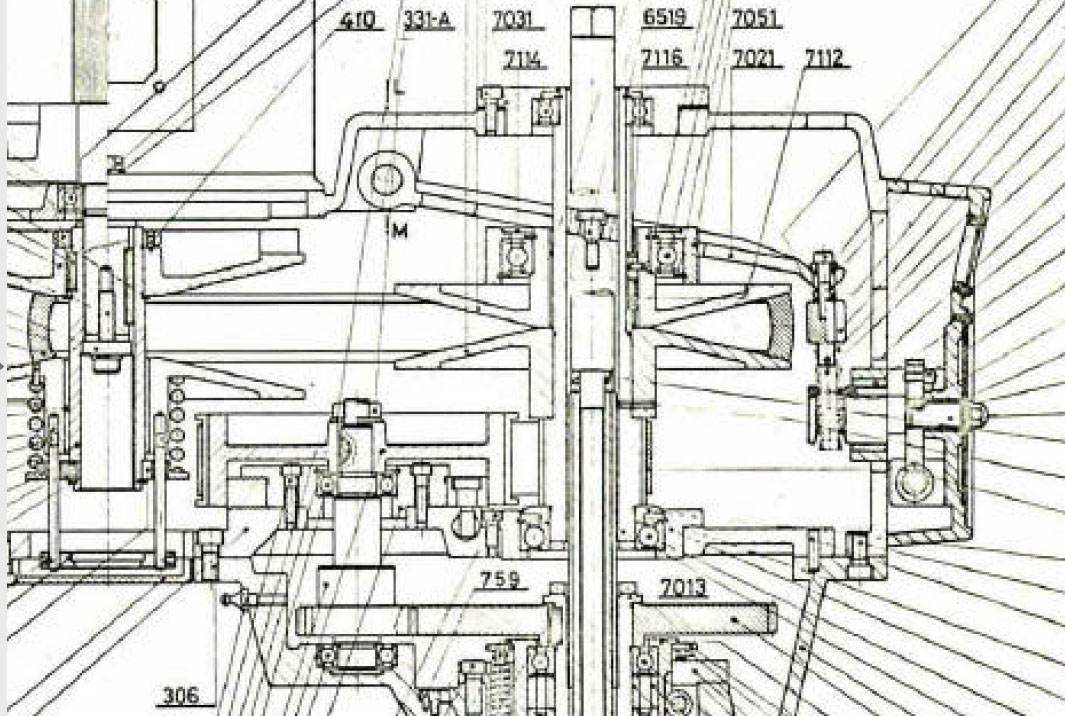
The drawbar has a lot of side play at the top. It causes harmonic vibration at several different RPMs. The bar has a slight step right below the bolt head that increases the dia. to what I measured to be .497". I decide to make a sleeve to eliminate the slack. I don't have any way of measuring the hole because it's too deep, so my plan was to turn a piece of 7/8" aluminum (it's what I have on hand) down in small increments until it fits in the hole. That will get me the OD measurement. The aluminum diameter gets to less that .600" and still isn't fitting in the hole. At .525" it's still a no go. It doesn't fit until it's below .500".
I'm confused. There is a *lot* of side play in the top of the drawbar. It seems the top of the spindle would have to be moving. There's no vibration when I remove the drawbar so that doesn't seem likely. And I guess the spindle bearings would have to be in very bad condition for that to be possible, and that doesn't seem to be the case. Plus the top of the drawbar loosely, freely rattles in the hole like it's floating.
I feel like it's something stupid I'm doing. What am I missing?
The drawbar has a lot of side play at the top. It causes harmonic vibration at several different RPMs. The bar has a slight step right below the bolt head that increases the dia. to what I measured to be .497". I decide to make a sleeve to eliminate the slack. I don't have any way of measuring the hole because it's too deep, so my plan was to turn a piece of 7/8" aluminum (it's what I have on hand) down in small increments until it fits in the hole. That will get me the OD measurement. The aluminum diameter gets to less that .600" and still isn't fitting in the hole. At .525" it's still a no go. It doesn't fit until it's below .500".
I'm confused. There is a *lot* of side play in the top of the drawbar. It seems the top of the spindle would have to be moving. There's no vibration when I remove the drawbar so that doesn't seem likely. And I guess the spindle bearings would have to be in very bad condition for that to be possible, and that doesn't seem to be the case. Plus the top of the drawbar loosely, freely rattles in the hole like it's floating.
I feel like it's something stupid I'm doing. What am I missing?