Hi,
I thought I start my first post with three scanned items, Moore Sine Table (data sheet, instructions, tables).
Data sheet
Moore No. 3 Micro-Sine Table, Data Sheet.pdf - Google Drive
Instructions
Moore No. 3 Micro-Sine Table, Instructions.pdf - Google Drive
Book of Tables
Moore No. 3 Micro-Sine, Book of Tables.pdf - Google Drive
Note:
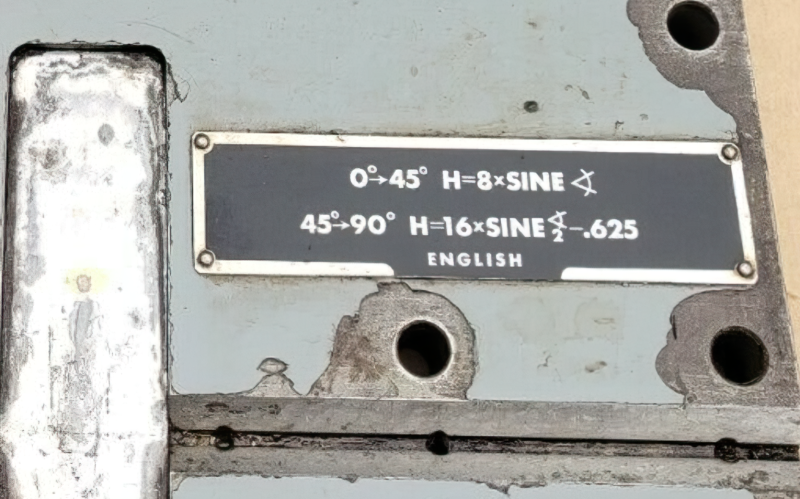
As a point out, in the Book of Tables, there are differences between the printed height setting (H) vs. those you would calculate using the formula.
Among the largest of these differences, I found 10 that range from 0.20 to 0.29 arcseconds and in particular, one at (37 Deg. 35 Min.) with a difference of 1.8446 arcseconds.
Interestingly in the book it does say, "Moore cannot guarantee that these tables are error-free".
Welcome any comments.
I thought I start my first post with three scanned items, Moore Sine Table (data sheet, instructions, tables).
Data sheet
Moore No. 3 Micro-Sine Table, Data Sheet.pdf - Google Drive
Instructions
Moore No. 3 Micro-Sine Table, Instructions.pdf - Google Drive
Book of Tables
Moore No. 3 Micro-Sine, Book of Tables.pdf - Google Drive
Note:
As a point out, in the Book of Tables, there are differences between the printed height setting (H) vs. those you would calculate using the formula.
Among the largest of these differences, I found 10 that range from 0.20 to 0.29 arcseconds and in particular, one at (37 Deg. 35 Min.) with a difference of 1.8446 arcseconds.
Interestingly in the book it does say, "Moore cannot guarantee that these tables are error-free".
Welcome any comments.