KIMFAB
Stainless
- Joined
- Jun 21, 2008
- Location
- Logandale,Nv
I do a lot of punched parts out of 6061 T6 aluminum but I usually have my dies made. I'm a fabricator not a machinist.
I have a need to punch a lot of parts for a new product. I figured I might as well try to make the die myself since it is a simple part.
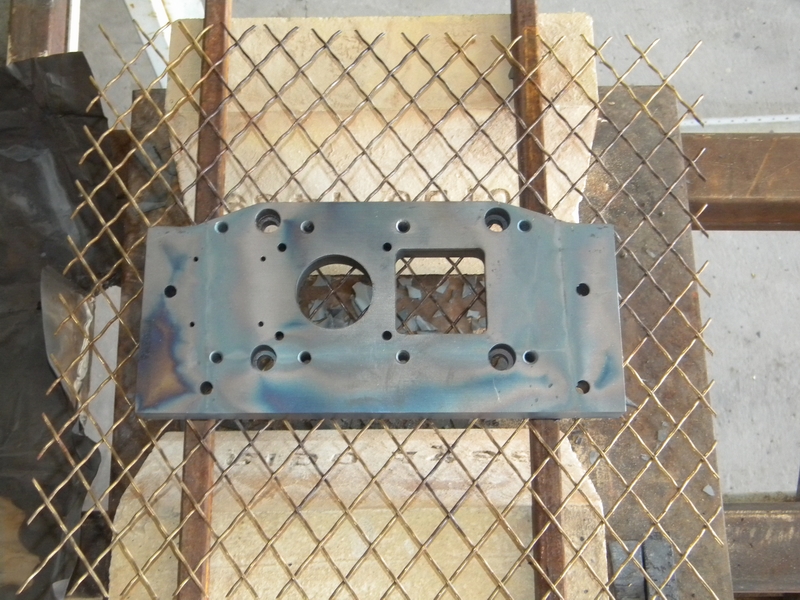
Here is the drawing I made using Autocad along with a sample part.
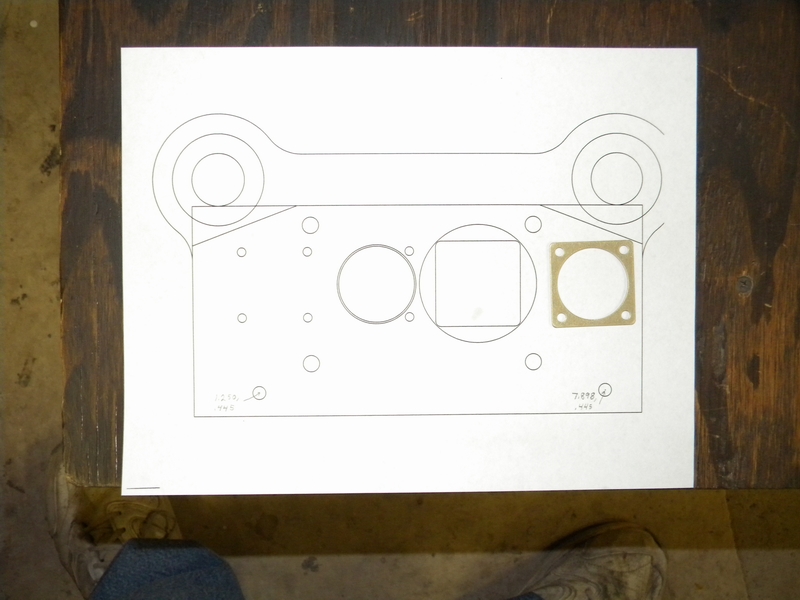
I will be making a progressive die where the first stage makes the 4 holes, the next stage indexes and cuts the center hole and the last stage blanks out the finished part.
The pin in the lower right is a 1/4" alignment pin left over from the die sets last use.
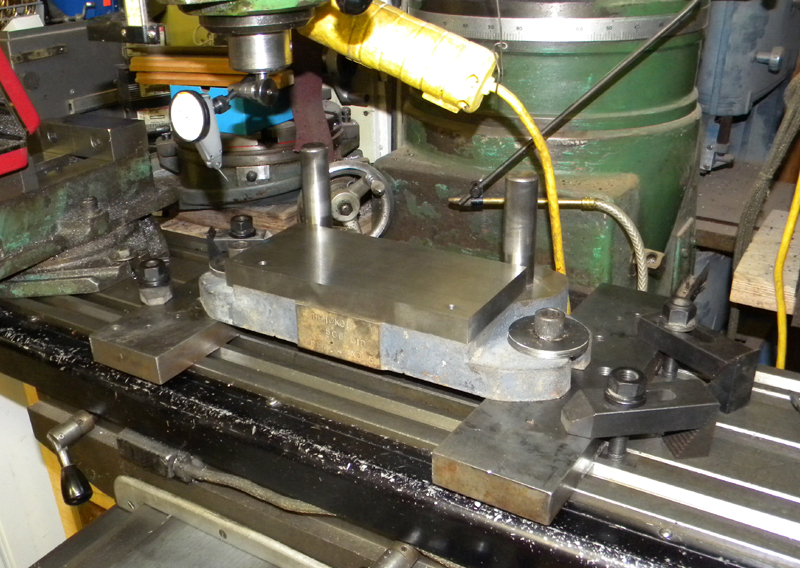
I managed to measure it correctly and make the hole so now it engages properly with the 3/4" piece of A-2 that I'll use for the plate.
The A-2 plate is aligned with the 2 large pins of the die so that the front of the A-2 is parallel with the pins and 4 1/2" from the center of the pins and the left side is perpendicular and aligned with the outside of the left pin.
I understand that A-2 expands a bit when heat treated so the left alignment pin will be placed after treating.

What I'm trying to figure out is how to align the top plate with the top of the die so when the die is assembled the whole thing matches up.
The guides on the top of the die are not round on the outside and I don't think I can index on them.
Could someone tell me how the big boys do it?
I have a need to punch a lot of parts for a new product. I figured I might as well try to make the die myself since it is a simple part.
Here is the drawing I made using Autocad along with a sample part.
I will be making a progressive die where the first stage makes the 4 holes, the next stage indexes and cuts the center hole and the last stage blanks out the finished part.
The pin in the lower right is a 1/4" alignment pin left over from the die sets last use.
I managed to measure it correctly and make the hole so now it engages properly with the 3/4" piece of A-2 that I'll use for the plate.
The A-2 plate is aligned with the 2 large pins of the die so that the front of the A-2 is parallel with the pins and 4 1/2" from the center of the pins and the left side is perpendicular and aligned with the outside of the left pin.
I understand that A-2 expands a bit when heat treated so the left alignment pin will be placed after treating.
What I'm trying to figure out is how to align the top plate with the top of the die so when the die is assembled the whole thing matches up.
The guides on the top of the die are not round on the outside and I don't think I can index on them.
Could someone tell me how the big boys do it?
Last edited: