Norman.paz13
Plastic
- Joined
- Aug 30, 2019
Gentlemen,
Let me start by saying I am not a machinist by trade.
I work for a metal fabrication company, where we laser cut, bend, and weld.
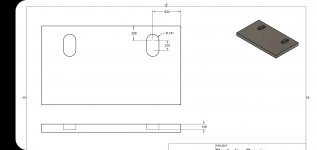
We have some small jobs requiring us to move .328" in from the edge, then plunge down .125" then mill a slot 1/4" wide x 1/2" long, the part we are machining is 3/16" thick.
I am running into problems with starting the cut. I am using a 1/4" 140 degree spotting drill, going down .123" to start. Then I am switching to a 1/4" 2 flute carbide endmill, I lower it into the pre drill hole, then start the cut.
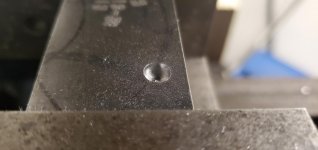
After pre drilling, when I lower the endmill in and start moving. A bone shape develops at where I start the cut.
Can anyone help with preventing this from happening, the deformation doesn't seem to be happening when I lower the endmill in, but I may be wrong.
I have tried just straight plunging with the 2 Fl endmill, and 4 Fl endmill no pre drill hole, with the same results.
I will attach a blueprint, and photos of the machining process, to help better understand.
I am using a manual Bridgeport clone made by JET.
Import R8 tooling for the endmill, and a import drill chuck for the spotting drill.
Thanks in advance.
Let me start by saying I am not a machinist by trade.
I work for a metal fabrication company, where we laser cut, bend, and weld.
We have some small jobs requiring us to move .328" in from the edge, then plunge down .125" then mill a slot 1/4" wide x 1/2" long, the part we are machining is 3/16" thick.
I am running into problems with starting the cut. I am using a 1/4" 140 degree spotting drill, going down .123" to start. Then I am switching to a 1/4" 2 flute carbide endmill, I lower it into the pre drill hole, then start the cut.
After pre drilling, when I lower the endmill in and start moving. A bone shape develops at where I start the cut.
Can anyone help with preventing this from happening, the deformation doesn't seem to be happening when I lower the endmill in, but I may be wrong.
I have tried just straight plunging with the 2 Fl endmill, and 4 Fl endmill no pre drill hole, with the same results.
I will attach a blueprint, and photos of the machining process, to help better understand.
I am using a manual Bridgeport clone made by JET.
Import R8 tooling for the endmill, and a import drill chuck for the spotting drill.
Thanks in advance.