Hello, my name is Ted, I am new here, and this is my first post. I am strictly an amateur machinist and only have knowledge from advanced high school shop class and what I’ve learned by working with my own equipment. I do have a friend who owns a machine shop who lets me borrow tooling and attachments I don’t have (if he has it of course). I have a small Logan lathe and an Alliant variable speed mill with digital readout. I restore antique cars for a hobby and have made a few molds out of aluminum to cast rubber parts that are not available. I am currently trying to make a mold for some floor mat area pieces. While I have most of the design figured out along with my friend, I have one thing that is a sticking point.
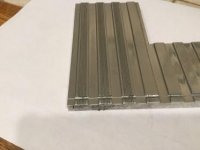
What I’m trying to duplicate is a ribbed section of floor mat that has .020 high ribs,.3125 wide, that run along side .375 wide flat grooves. Centered in these grooves are 6 fine v ribs that are equivalent to a 26 pitch. Of course making the mold in reverse the .375 grooves become ribs and the 6 fine v ribs become fine v grooves. These six grooves are about .005 deep and are basically about 1/4” wide total.
I’m curious if there thin slitting saws that are sharpened to a pointed edge that could be put on an arbor as a stack, then using a 90 degree adapter on my mill, used to mill those grooves. The picture I included shows the square panel around the shifter with the grooved, ribbed, 6 fine lines I’m trying to duplicate in a mold.
Any help or ideas todo this would be highly appreciated. Thanks, Ted
What I’m trying to duplicate is a ribbed section of floor mat that has .020 high ribs,.3125 wide, that run along side .375 wide flat grooves. Centered in these grooves are 6 fine v ribs that are equivalent to a 26 pitch. Of course making the mold in reverse the .375 grooves become ribs and the 6 fine v ribs become fine v grooves. These six grooves are about .005 deep and are basically about 1/4” wide total.
I’m curious if there thin slitting saws that are sharpened to a pointed edge that could be put on an arbor as a stack, then using a 90 degree adapter on my mill, used to mill those grooves. The picture I included shows the square panel around the shifter with the grooved, ribbed, 6 fine lines I’m trying to duplicate in a mold.
Any help or ideas todo this would be highly appreciated. Thanks, Ted