skunkworks
Aluminum
- Joined
- Aug 9, 2007
- Location
- Holmen, Wi
I thought you guys would get a kick out of some weekend playing I have been doing. (This is linuxcnc - so most of you guys can tune out now ") )
)
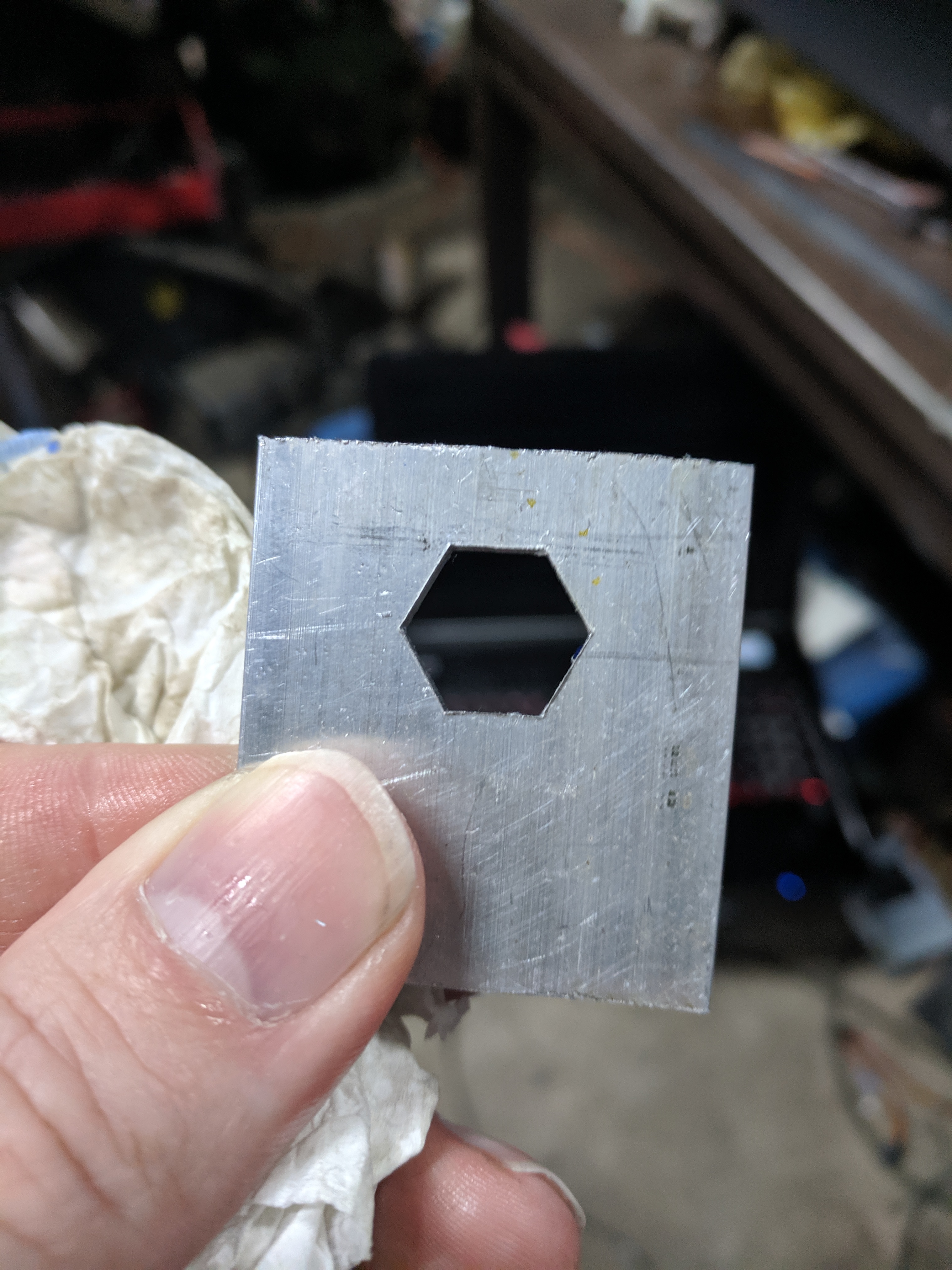
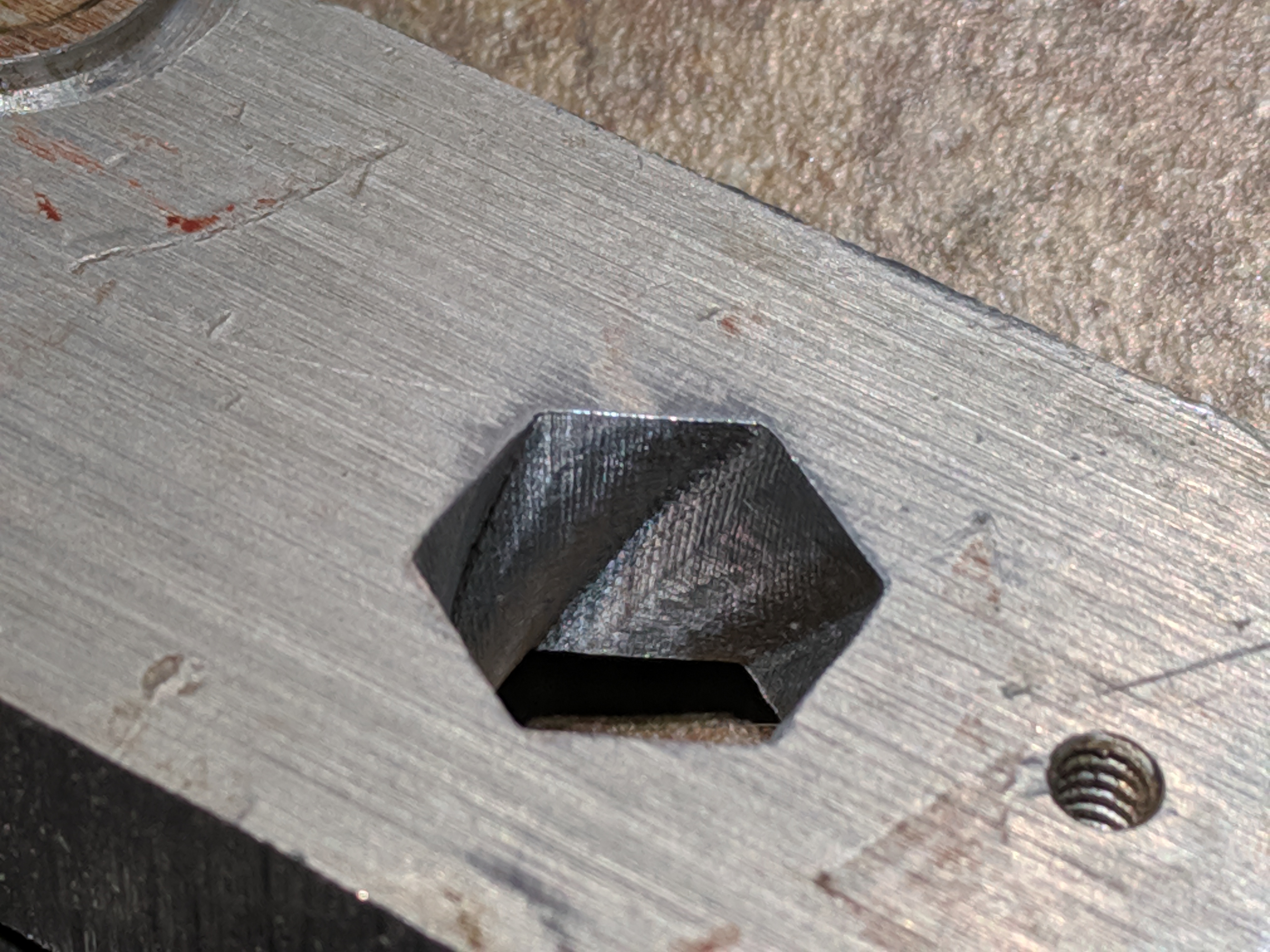
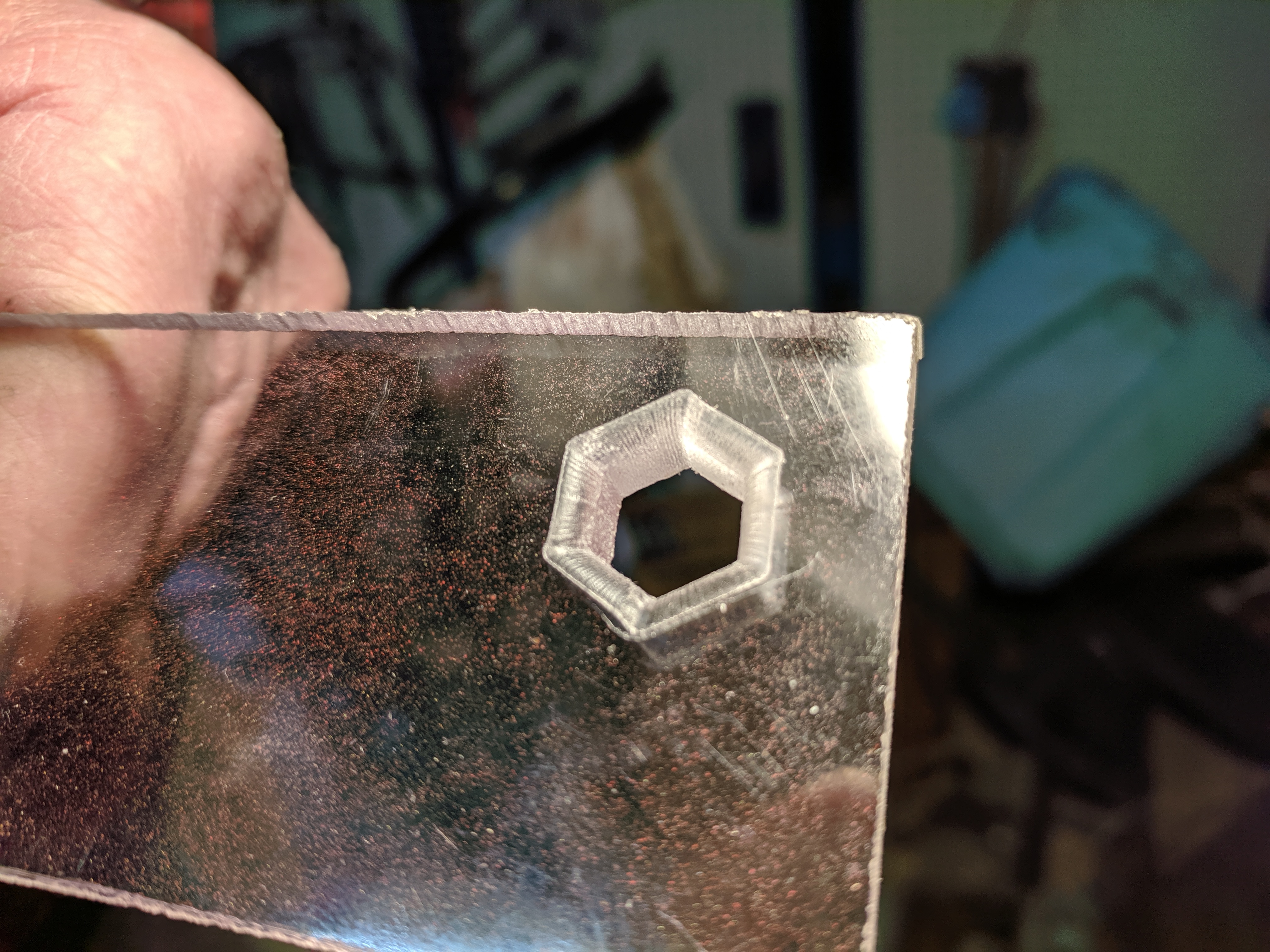
One of my friends demonstrated creating a hex on his lathe by gearing the x axis to the spindle rotation. It was a sort of proof of concept.
I wondered if I could do it on a mill - gearing the x/y axis with the spindle. So - I created a component within linuxcnc that takes spindle position and moves x and y to create a polygon. This is just using a table top cnc (Tormach style) - so I am limited by the physics of the machine. (plus the machine has a gear for the spindle encoder - so it is only 152 counts per rev. I was honestly surprised it worked as good as it did considering..
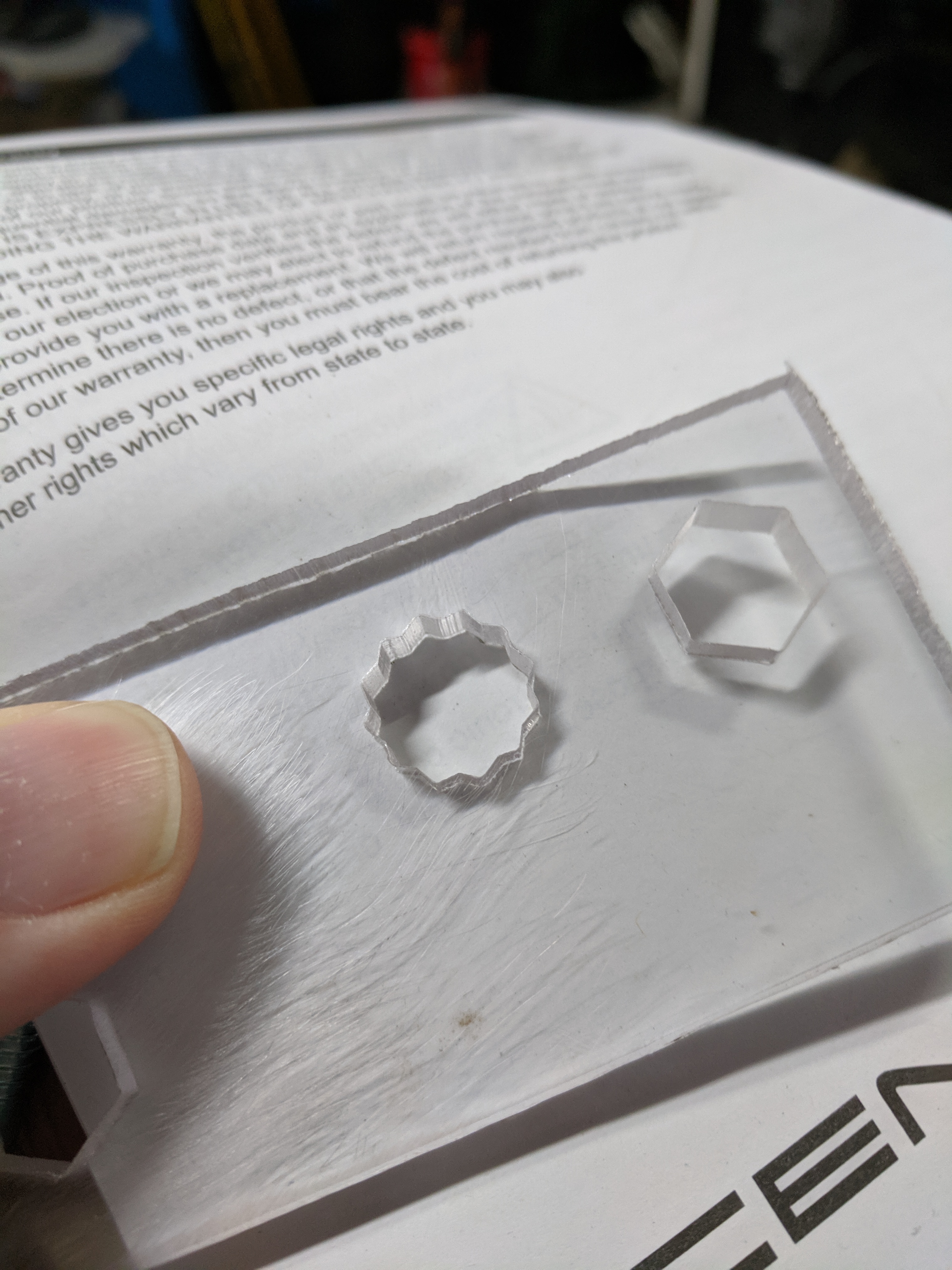
You give the component the number of sides, polygon radius, tool diameter, tool orientation angle and other things that I cannot think of at the moment.
Here is the initial test. (video making isn't one of my strong points.. sorry)
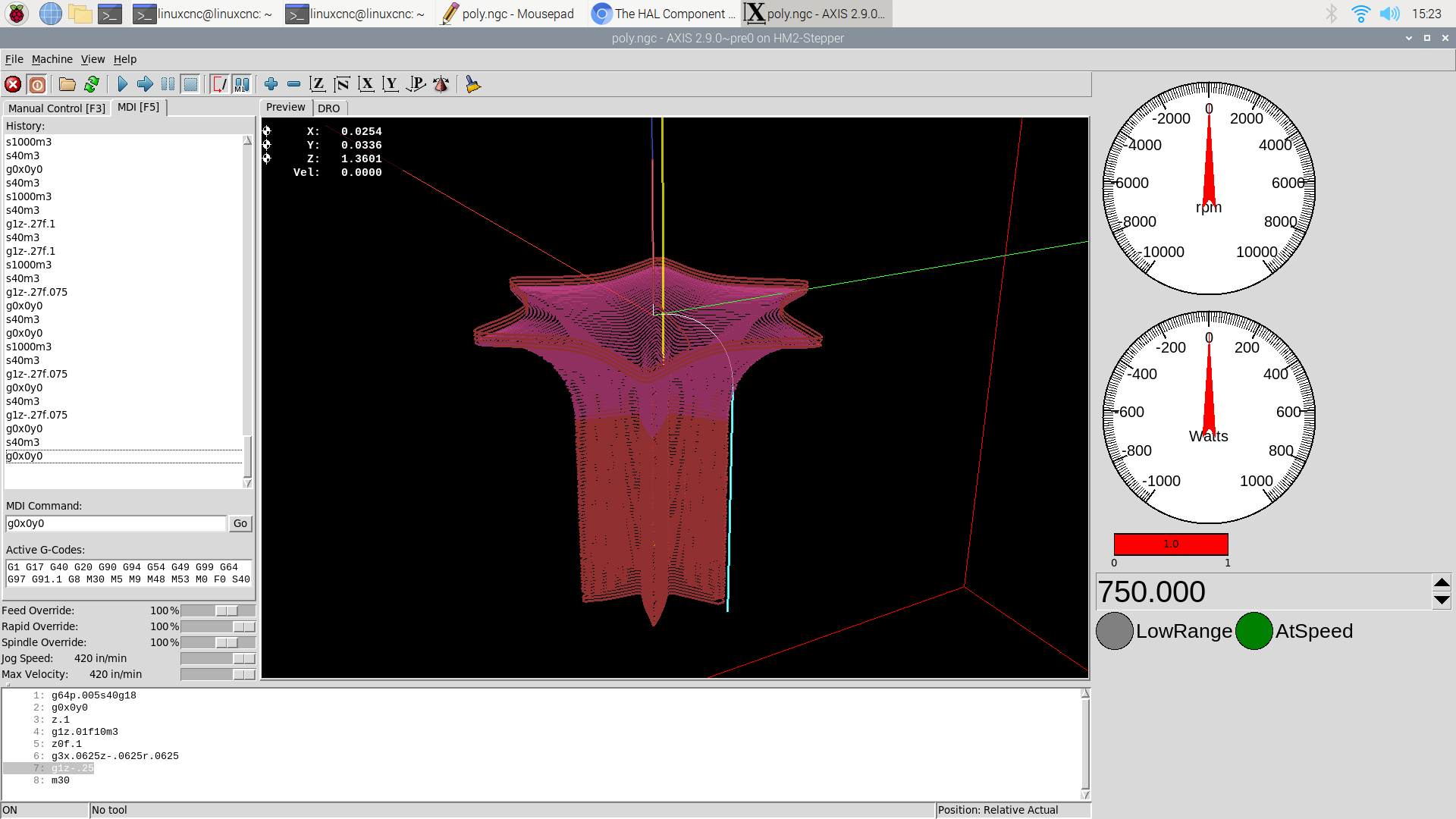
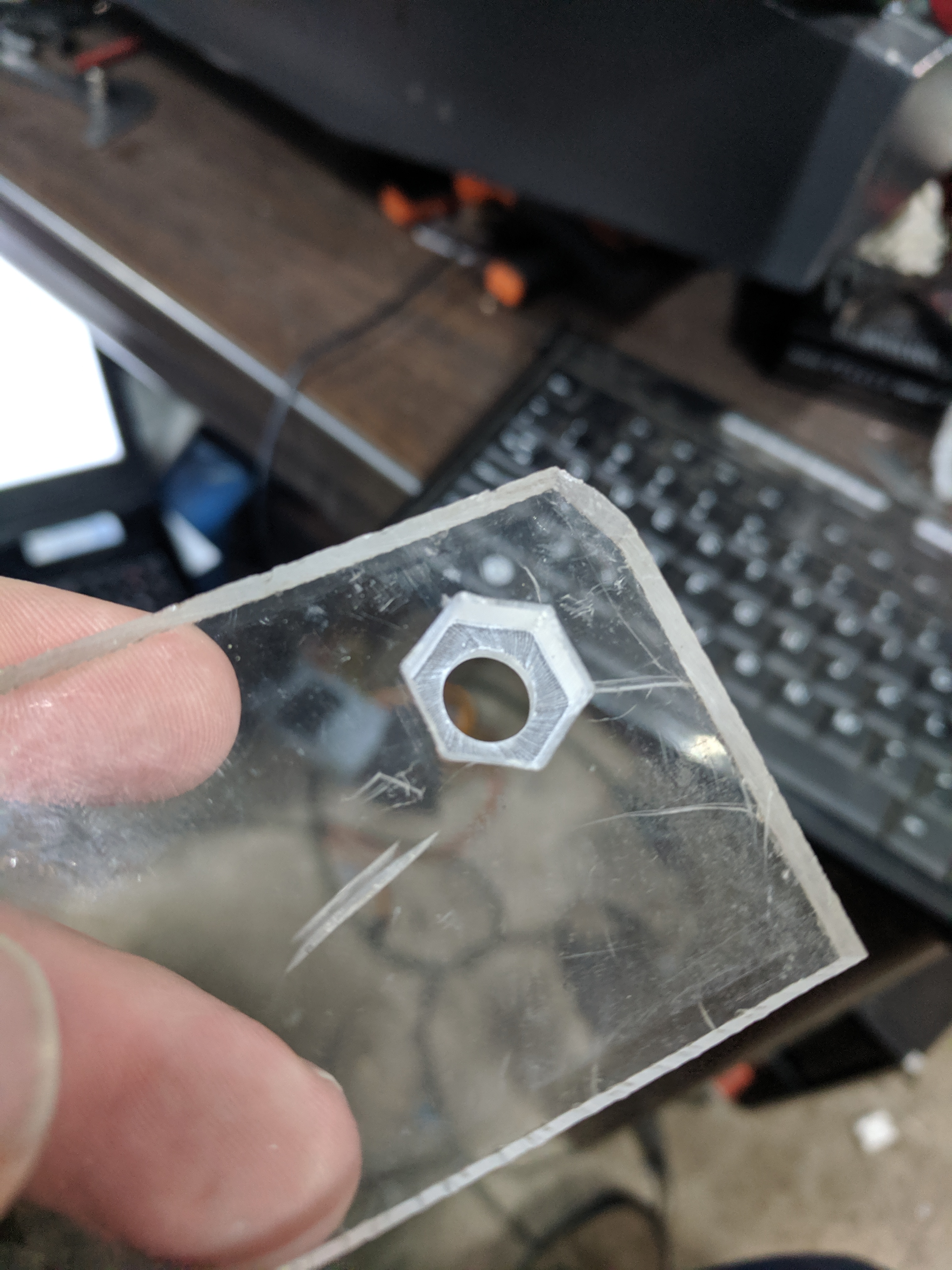
Then I figured I could 'connect' the x axis to the radius of the polygon - to create profiles. - you can see the limitation of the low count spindle encoder.
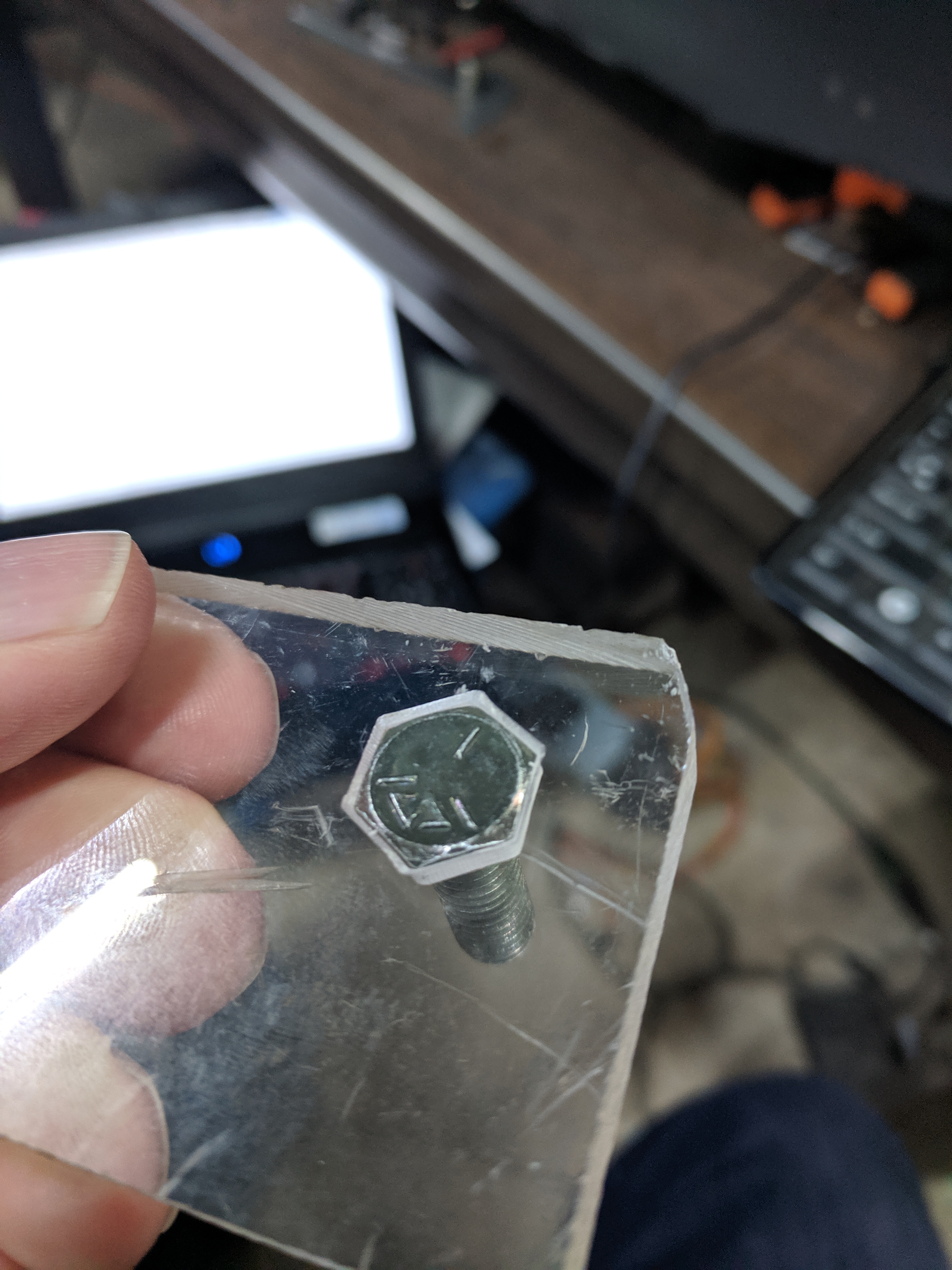
And - sorta real-world application..
I need to try this on the K&T....
)One of my friends demonstrated creating a hex on his lathe by gearing the x axis to the spindle rotation. It was a sort of proof of concept.
I wondered if I could do it on a mill - gearing the x/y axis with the spindle. So - I created a component within linuxcnc that takes spindle position and moves x and y to create a polygon. This is just using a table top cnc (Tormach style) - so I am limited by the physics of the machine. (plus the machine has a gear for the spindle encoder - so it is only 152 counts per rev. I was honestly surprised it worked as good as it did considering..
You give the component the number of sides, polygon radius, tool diameter, tool orientation angle and other things that I cannot think of at the moment.
Here is the initial test. (video making isn't one of my strong points.. sorry)
Then I figured I could 'connect' the x axis to the radius of the polygon - to create profiles. - you can see the limitation of the low count spindle encoder.
And - sorta real-world application..
I need to try this on the K&T....

")