So the insertion depth needed for accurate measurements is determined by how much parasitic heat sinking you can tolerate from the probe. This is the first article I saw that explains the issue;
http://download.flukecal.com/pub/literature/4137185A_w.pdf
Now if you are not as concerned about being accurate as you are about relative
measurements, 6x insertion depth is acceptable.
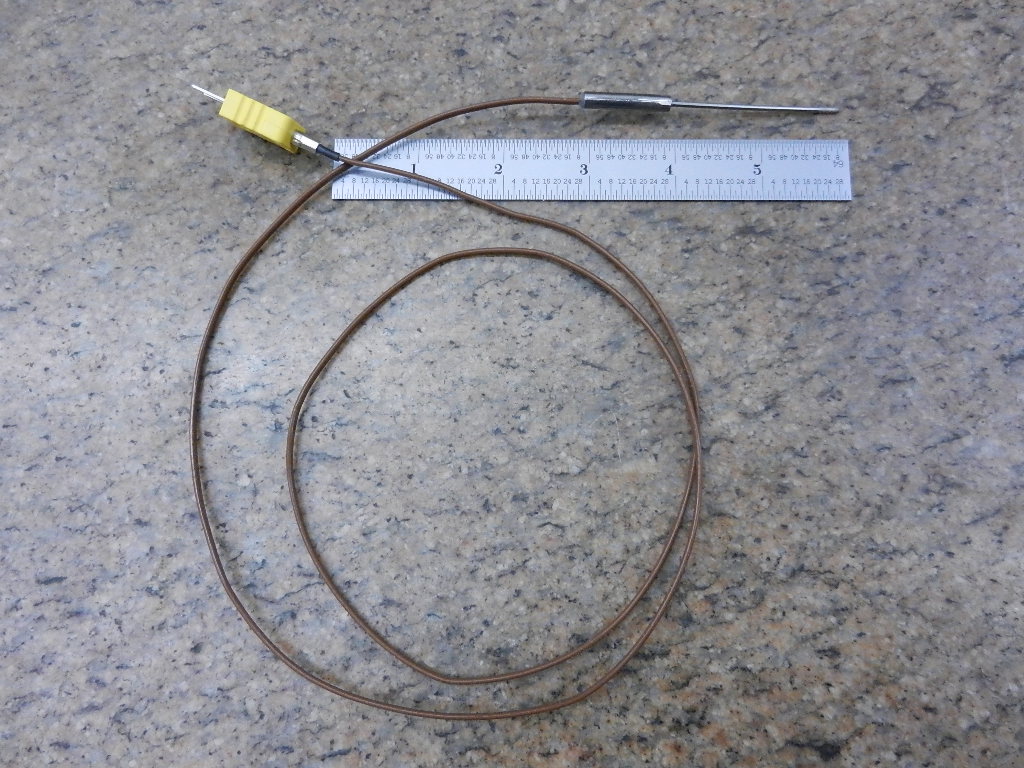
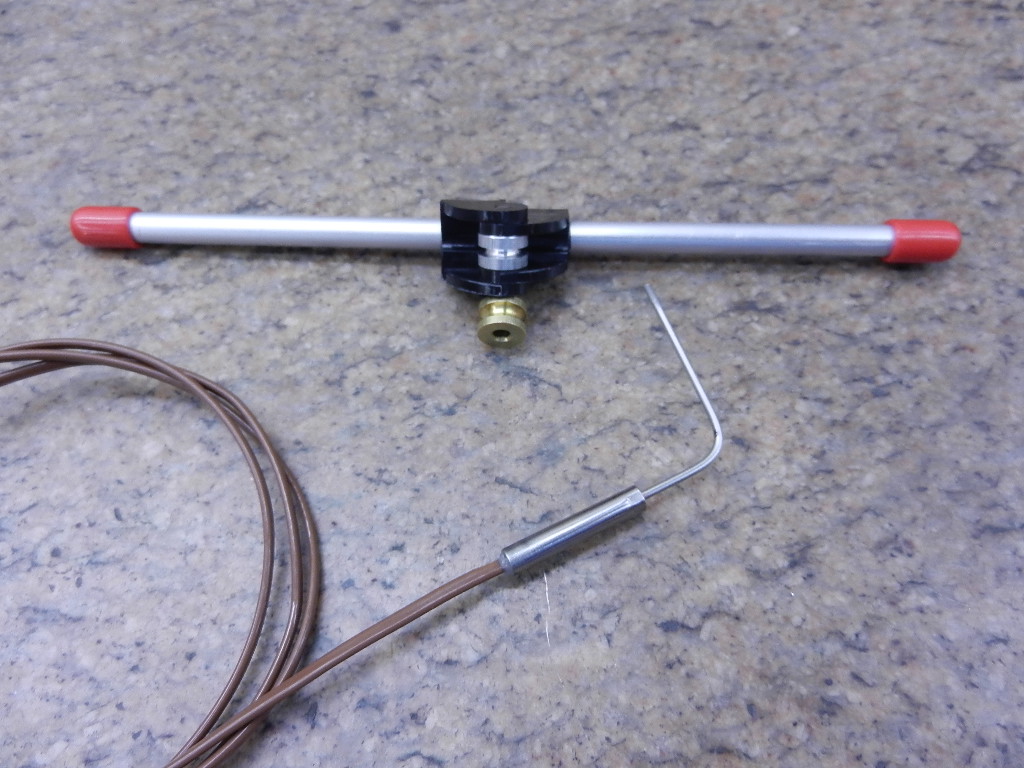
Another option if you need short insertion depth with high accuracy would be to use an exposed junction probe. I’ve built my own using wire as small as .001” for very fast response times. Those used polyimide tube for insulation, which may or may not work at your temps. The insulated wires were slid through a stainless tube so they were exposed and the end of the tube was carefully sealed with epoxy.
I would check out what options Omega has, but their current website may be one of the worst ever created with regard to finding what you want.