rke[pler
Diamond
- Joined
- Feb 19, 2002
- Location
- Peralta, NM USA
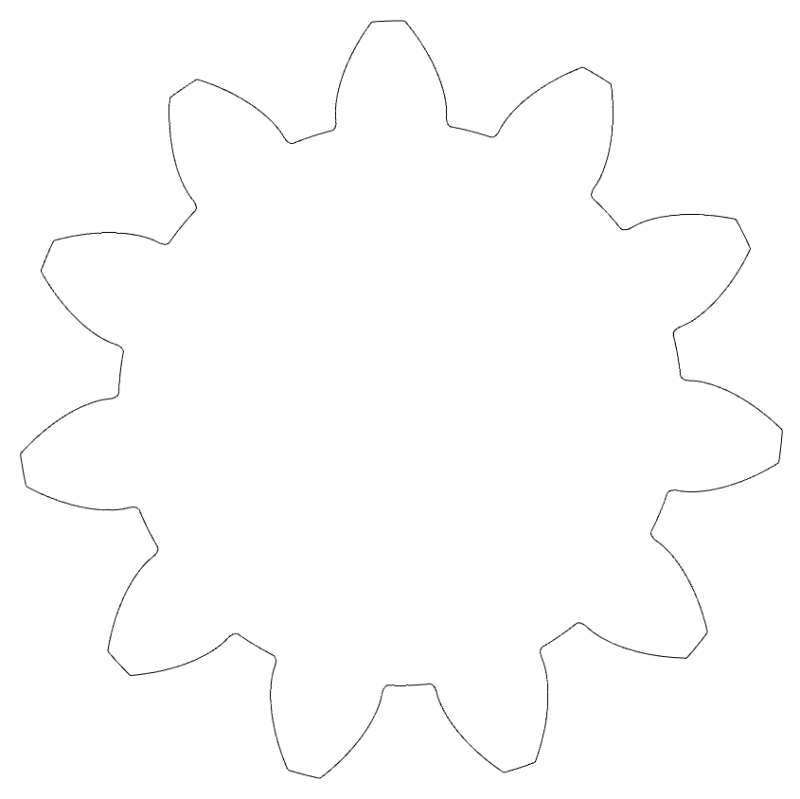
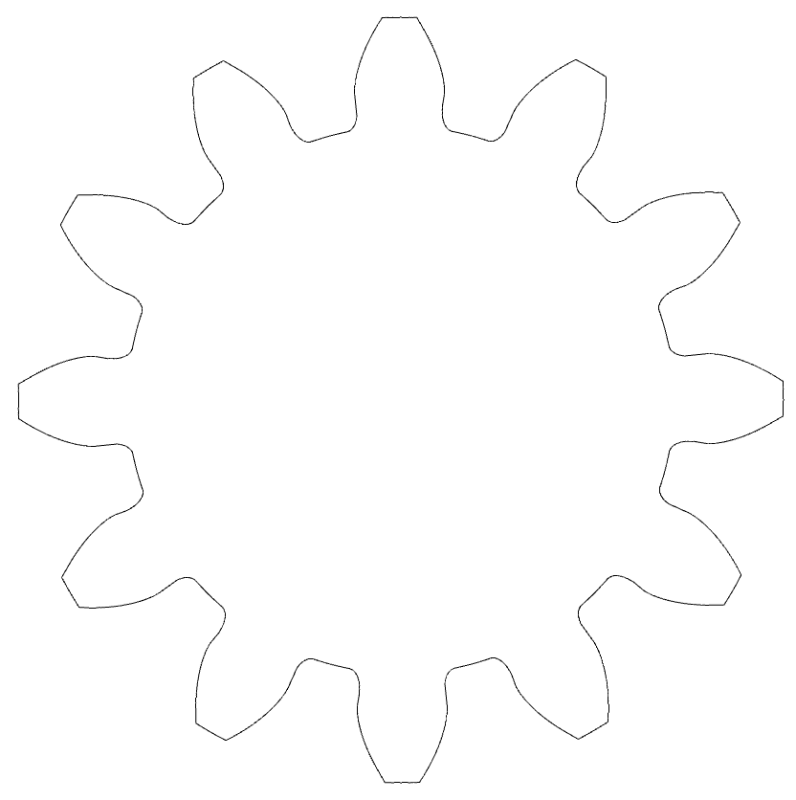
I picked up a well used Famco 31-C arbor press at an auction, and just completed disassembly (it was frozen and needed much high-impact love). After pulling the arbor I found that the teeth were pretty well smushed, so I figured that I'd draw it up in case I wanted to make another after getting this one pack together. In measuring the gear part of the pinion (the whole this is 13.5" long and the gear is integral in the middle) I came up with a 12 tooth gear with a outside diameter of 1.675. This would be a DP of 8.35. An OD of 1.750 would be a DP of 8. Slipping a gear gage into a relatively unworn part of the pinon it sure seems to fit at the bottom. Did Famco use a stub tooth design or something here? Given the pressures on the pinion it might be a good idea...
 Occasionally time is more available than money ... (been there before, for sure)
Occasionally time is more available than money ... (been there before, for sure)