Zahnrad Kopf
Diamond
- Joined
- Apr 5, 2010
- Location
- Tropic of Milwaukee
Was just getting ready to order a Stallion Trunnion table for 4th axis use ( having failed to find a used one to possibly purchase ) when I started considering that this needn't have to a full-on typical trunnion style application. The reality too, is that we simply would not use this enough for me to feel good about spending that much money on its purchase.

What I want to do is rotate a part ( held in a vise in the traditional manner ) to enable milling features and pockets on an angle from horizontal. It occurs to me that people here have more than likely needed to do the same type of thing and found fixtures and accessories that I am completely unaware of, so the logical step is to ask what you've found and used.
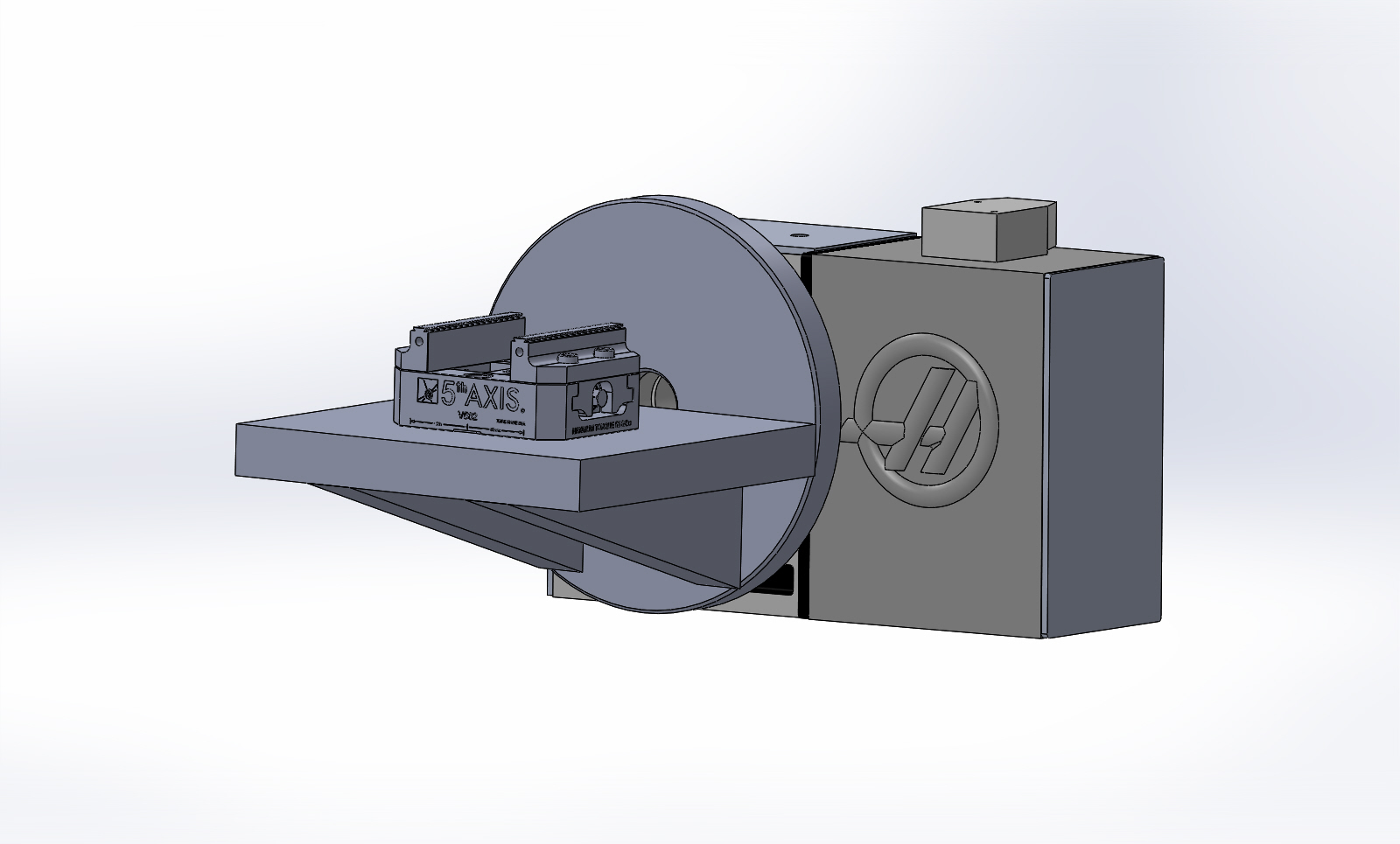
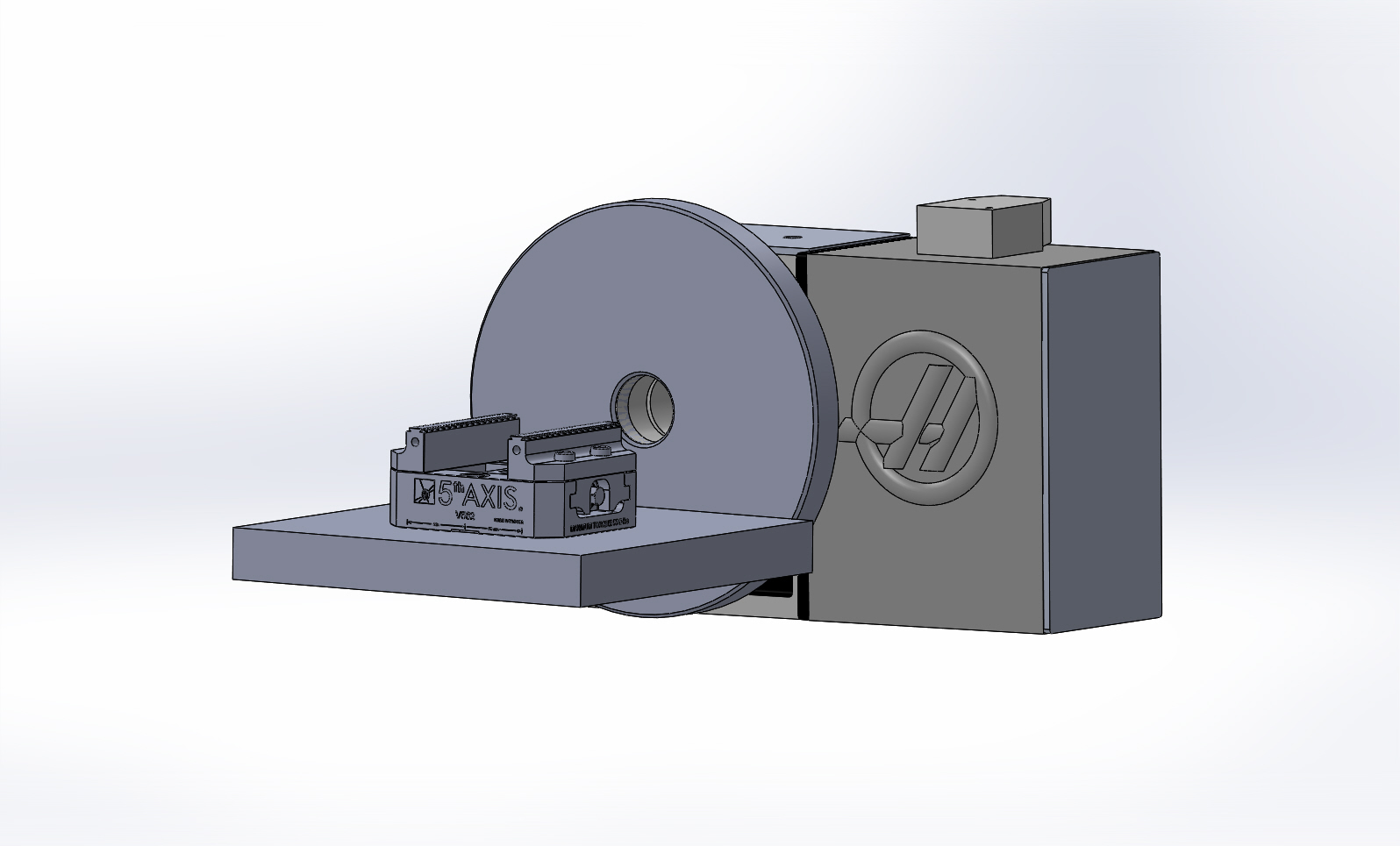
I'd be very tempted to mount our 5thAxis V562 on an angle plate that attaches to a face plate on the 4th axis, but the fact of the matter is that it is too small for this stock and the whole contraption wouldn't fit on the face plate with enough surface contact to insure rigidity. However, I am going to look at making an alternative mounting arrangement for it in effort to accomplish this. For now, though... what have you used or are aware of that accomplishes this type of arrangement?

Thanks.
What I want to do is rotate a part ( held in a vise in the traditional manner ) to enable milling features and pockets on an angle from horizontal. It occurs to me that people here have more than likely needed to do the same type of thing and found fixtures and accessories that I am completely unaware of, so the logical step is to ask what you've found and used.
I'd be very tempted to mount our 5thAxis V562 on an angle plate that attaches to a face plate on the 4th axis, but the fact of the matter is that it is too small for this stock and the whole contraption wouldn't fit on the face plate with enough surface contact to insure rigidity. However, I am going to look at making an alternative mounting arrangement for it in effort to accomplish this. For now, though... what have you used or are aware of that accomplishes this type of arrangement?
Thanks.