Jt-Precision
Plastic
- Joined
- Apr 24, 2018
For a while now I have been rebuilding and repairing this toolroom style milling machine. It is a Chinese model X8130 - basically a Chinese blend of a Deckel FP2, Schaublin 13 and Thiel 159. This one was sold in Australia under the Servian Sermac brand however they were sold under brand names Knuth, Wolf, Comet and various others around the world.
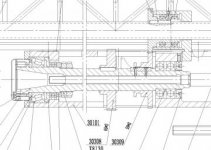
I have just replaced the tapered roller bearing on the NT40 horizontal Spindle. The bearing is a standard size 32211A, i used a P5 grade from ********* Germany. As you can see, bearing preload is set by the two lock nuts that tighten up behind the spacers, thrust bearing and tapered roller bearing.
I have drawings but no torque settings so really don’t know where to start with setting the preload. I have the spindle installed, and by leaving the overarm and vertical head removed, I can test run the horizontal and adjust it with the spindle in place.
How can I test the bearing preload and what results should I be looking for? I have done a bit of searching and googling for info however most I could find were talking about grinding and adjusting shims or spacers for adjustment. I was considering using a dial against a horizontal arbor to test for movement?
Any help or advice would be much appreciated. Here’s a few pics of the machine and spindle assembly for reference.
I have just replaced the tapered roller bearing on the NT40 horizontal Spindle. The bearing is a standard size 32211A, i used a P5 grade from ********* Germany. As you can see, bearing preload is set by the two lock nuts that tighten up behind the spacers, thrust bearing and tapered roller bearing.
I have drawings but no torque settings so really don’t know where to start with setting the preload. I have the spindle installed, and by leaving the overarm and vertical head removed, I can test run the horizontal and adjust it with the spindle in place.
How can I test the bearing preload and what results should I be looking for? I have done a bit of searching and googling for info however most I could find were talking about grinding and adjusting shims or spacers for adjustment. I was considering using a dial against a horizontal arbor to test for movement?
Any help or advice would be much appreciated. Here’s a few pics of the machine and spindle assembly for reference.
Attachments
-
 231218EE-5D65-4579-8498-1291C266FCB6.jpg9.6 KB · Views: 263
231218EE-5D65-4579-8498-1291C266FCB6.jpg9.6 KB · Views: 263 -
 9FA61C2F-446C-43A2-B58C-A355D2342DE9.jpg10.9 KB · Views: 265
9FA61C2F-446C-43A2-B58C-A355D2342DE9.jpg10.9 KB · Views: 265 -
 1EC5733B-2950-4581-986C-9F29D35BB3A1.jpg17.7 KB · Views: 299
1EC5733B-2950-4581-986C-9F29D35BB3A1.jpg17.7 KB · Views: 299 -
 B18624F1-BA97-4BA3-B942-A24D738F7682.jpg10.7 KB · Views: 259
B18624F1-BA97-4BA3-B942-A24D738F7682.jpg10.7 KB · Views: 259 -
 F82D274E-BEC9-4ED0-BF0F-EF2666FA3843.jpg20.1 KB · Views: 519
F82D274E-BEC9-4ED0-BF0F-EF2666FA3843.jpg20.1 KB · Views: 519
