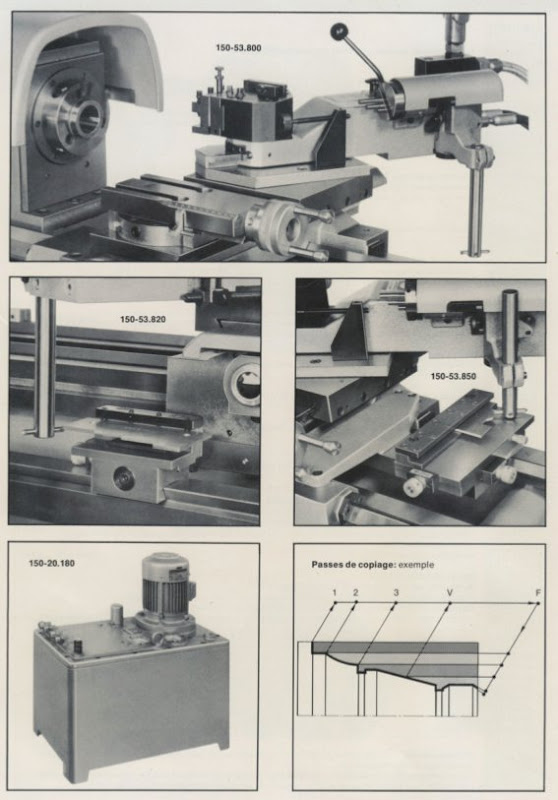
I've got one that fits a Schaublin 135 lathe. The template holder bolts to the lathe bed backside (can use round stock between small centers or flat template) You slide the main unit on the dovetail of the backside of the cross slide and secure it. Main unit has it's own little compound, complete with small Multifix tool post...that's what actually moves as the carriage travels...you lock the regular cross slide. There is a tiny hydraulic unit that sits on the floor and powers the tracer compound and stylus.
Of course CNC has made this completely obsolete for any sort of production uses but seems like it might be fun to use for some short run odd shapes, esp if you already have a turned part you need to reproduce that involves multiple tapers, radius and such.
So, just curious if any of you have an aftermarket tracer attachment and are making any use of it...or is the setup more trouble than it's worth ?
Of course CNC has made this completely obsolete for any sort of production uses but seems like it might be fun to use for some short run odd shapes, esp if you already have a turned part you need to reproduce that involves multiple tapers, radius and such.
So, just curious if any of you have an aftermarket tracer attachment and are making any use of it...or is the setup more trouble than it's worth ?