captain_lizman
Plastic
- Joined
- Jun 20, 2016
- Location
- Perth
Hi,
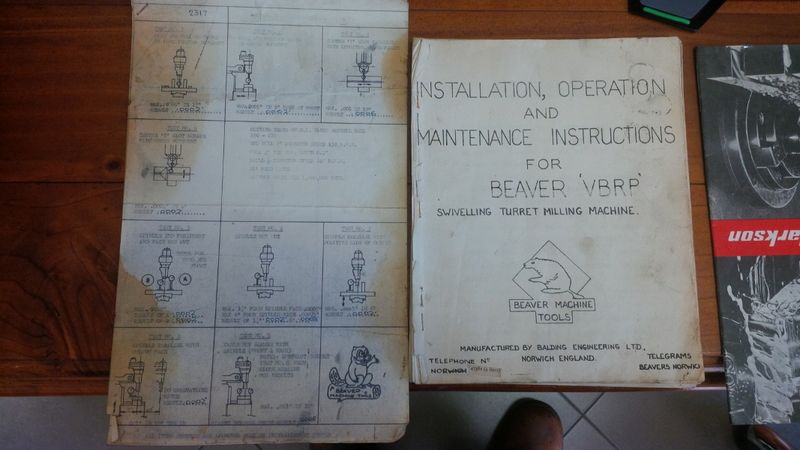
I purchased myself a beaver vbrp mill last weekend and with it received the following paperwork;
-"Installation, operation and maintenance instructions for Beaver 'VBRP'"
-the 2 sheet machine inspection sheet for the mill

the mill itself
the paperwork i got with her.
As i have the inspection sheet from when she was new i though it would be fun to first remeasure as per the original inspection then see how much a general service will help tighten her up. The mill itself does not appear to have much use though it also does not look like it has been properly maintained at all. Note the ancient packed grease i found in the down feed gearbox, it is first of all meant to be oil filled and there is a ridiculous amount of it in there.

Also i hope the diagrams provided in the inspection sheet can help anyone else interested in how to measure their own machine.
The numbers as per the inspection sheet are as follows (imperial inches, metric mm in brackets), i will try to upload my first set of results when i can get the time to run the tests on her, also i dont have a C.I block so will bodge up what i can for a close enough approximation.
"N.B. Cutting tests on C.I. block brinell hard 190-215
End mill 2" diameter speed 130 R.P.M.
Feed 2" per min depth 0.3"
Drill 0.5 diameter speed 640 R.P.M
All feed rates
Spindle completed 1,000,000 Revs"
Test 1 Rise and fall of table in longitudinal movement MAX:...0.0005"(0.127) In 12"(304.8)
RESULT 0.0002" (0.005)
Test 2 Rise and fall of table in cross movement MAX:...0.0005"(0.127) in 9"(228.6) high at front
RESULT 0.0002" (0.005)
Test 3 Center 'T' slot parallel with longitudinal movement MAX:...0.001"(0.025) in 12"(304.8)
RESULT 0.0006" (0.015)
Test 4 Center 'T' slot squre with cross movement MAX:...0.0004"(0.010) in 6"(152.4)
RESULT 0.0002" (0.005)
Test 5 Spindle end periphery and face run out MAX:...0.0002"(0.005)
RESULT Periphery 0.0002" (0.005) End 0.0002" (0.005)
Test 6 Spindle run out MAX 1.25"(31.75) from spindle face 0.0005"(0.013) MAX 6"(152.4) from spindle face 0.00075"(0.019)
RESULT 1.25" 0.0002 (0.005) 6" 0.0003 (0.0076)
Test 7 Spindle parallel with positive side of column MAX 0.0005"(0.013_ in 6"(152.4)
RESULT 0.0002" (0.005)
Test 8 Spindle parallel with column face MAX 0.001"(0.025) in 10"(254) toe in
Do calculations match result 0.0002" (0.005)
Test 9 Table top square with spindle (front and rear) Note- subtract double test 8 from clock reading for result MAX 0.001"(0.025) in 10"(254)
Rising towards front result 0.0008 (0.020)
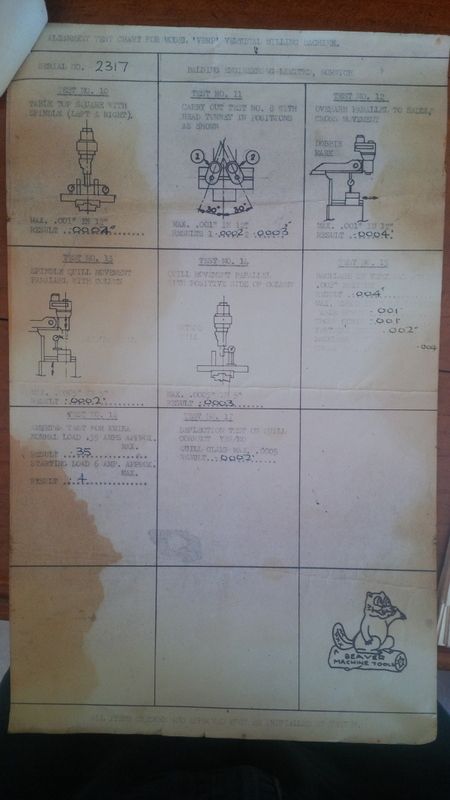
Test 10 Table top square with spindle (left and right) MAX 0.001"(0.025) in 12"(304.8)
RESULT 0.0004" (0.010)
Test 11 Carry out test No. 8 with head turret in positions as shown (swung 30deg each way) MAX 0.001"(0.025) in 12"(304.8)
RESULTS 30DEG CW 0.0002" (0.005) 30DEG CCW 0.0003" (0.0076)
Test 12 Overarm parallel to sadle cross movement MAX 0.001"(0.025) in 12"(304.8)
RESULT 0.0004" (0.010)
Test 13 Spindle quill movement parallel with column (Extend quill) MAX 0.0005"(0.013) in 5"(127)
RESULT 0.0002" (0.005)
Test 14 Quill parallel with positive side of column (Extend quill) MAX 0.0005"(0.013) in 5"(127)
RESULT 0.0003 (0.0076)
Test 15 Backlash in vertical screw 0.008" Maximum RESULT 0.004" (0.102)
Max. error in total ..??
Table screw 0.001" (0.025)
Cross screw 0.001" (0.025)
Vertical screw 0.002" (0.051)
Backlash ..??.. cross 0.004" (0.102)
Test 16 Ammeter test for kwika normal load 0.35 AMPS approx. MAX
RESULT 0.35
Starting load 6amp. approx. MAX
RESULT 0.4
Test 17 Deflection test on quill correct YES/NO
Quill clamp MAX 0.0005(0.013)
RESULT 0.0002 (0.005)
I purchased myself a beaver vbrp mill last weekend and with it received the following paperwork;
-"Installation, operation and maintenance instructions for Beaver 'VBRP'"
-the 2 sheet machine inspection sheet for the mill
the mill itself
the paperwork i got with her.
As i have the inspection sheet from when she was new i though it would be fun to first remeasure as per the original inspection then see how much a general service will help tighten her up. The mill itself does not appear to have much use though it also does not look like it has been properly maintained at all. Note the ancient packed grease i found in the down feed gearbox, it is first of all meant to be oil filled and there is a ridiculous amount of it in there.
Also i hope the diagrams provided in the inspection sheet can help anyone else interested in how to measure their own machine.
The numbers as per the inspection sheet are as follows (imperial inches, metric mm in brackets), i will try to upload my first set of results when i can get the time to run the tests on her, also i dont have a C.I block so will bodge up what i can for a close enough approximation.
"N.B. Cutting tests on C.I. block brinell hard 190-215
End mill 2" diameter speed 130 R.P.M.
Feed 2" per min depth 0.3"
Drill 0.5 diameter speed 640 R.P.M
All feed rates
Spindle completed 1,000,000 Revs"
Test 1 Rise and fall of table in longitudinal movement MAX:...0.0005"(0.127) In 12"(304.8)
RESULT 0.0002" (0.005)
Test 2 Rise and fall of table in cross movement MAX:...0.0005"(0.127) in 9"(228.6) high at front
RESULT 0.0002" (0.005)
Test 3 Center 'T' slot parallel with longitudinal movement MAX:...0.001"(0.025) in 12"(304.8)
RESULT 0.0006" (0.015)
Test 4 Center 'T' slot squre with cross movement MAX:...0.0004"(0.010) in 6"(152.4)
RESULT 0.0002" (0.005)
Test 5 Spindle end periphery and face run out MAX:...0.0002"(0.005)
RESULT Periphery 0.0002" (0.005) End 0.0002" (0.005)
Test 6 Spindle run out MAX 1.25"(31.75) from spindle face 0.0005"(0.013) MAX 6"(152.4) from spindle face 0.00075"(0.019)
RESULT 1.25" 0.0002 (0.005) 6" 0.0003 (0.0076)
Test 7 Spindle parallel with positive side of column MAX 0.0005"(0.013_ in 6"(152.4)
RESULT 0.0002" (0.005)
Test 8 Spindle parallel with column face MAX 0.001"(0.025) in 10"(254) toe in
Do calculations match result 0.0002" (0.005)
Test 9 Table top square with spindle (front and rear) Note- subtract double test 8 from clock reading for result MAX 0.001"(0.025) in 10"(254)
Rising towards front result 0.0008 (0.020)
Test 10 Table top square with spindle (left and right) MAX 0.001"(0.025) in 12"(304.8)
RESULT 0.0004" (0.010)
Test 11 Carry out test No. 8 with head turret in positions as shown (swung 30deg each way) MAX 0.001"(0.025) in 12"(304.8)
RESULTS 30DEG CW 0.0002" (0.005) 30DEG CCW 0.0003" (0.0076)
Test 12 Overarm parallel to sadle cross movement MAX 0.001"(0.025) in 12"(304.8)
RESULT 0.0004" (0.010)
Test 13 Spindle quill movement parallel with column (Extend quill) MAX 0.0005"(0.013) in 5"(127)
RESULT 0.0002" (0.005)
Test 14 Quill parallel with positive side of column (Extend quill) MAX 0.0005"(0.013) in 5"(127)
RESULT 0.0003 (0.0076)
Test 15 Backlash in vertical screw 0.008" Maximum RESULT 0.004" (0.102)
Max. error in total ..??
Table screw 0.001" (0.025)
Cross screw 0.001" (0.025)
Vertical screw 0.002" (0.051)
Backlash ..??.. cross 0.004" (0.102)
Test 16 Ammeter test for kwika normal load 0.35 AMPS approx. MAX
RESULT 0.35
Starting load 6amp. approx. MAX
RESULT 0.4
Test 17 Deflection test on quill correct YES/NO
Quill clamp MAX 0.0005(0.013)
RESULT 0.0002 (0.005)

