C_Stebbins
Aluminum
- Joined
- Sep 11, 2008
- Location
- Seattle, WA
I'm considering flushing my metal lathe spindle bearings* with acetone from the top of the bearings and letting it drain from filler hole; applying it with an small artist brush to control where it goes. This lathe was recently purchased and is need of a good clean up.
There is no upper fill point or separate drain point. The Gits oil cup screws into the casting towards the bottom of the bearing seat. Acetone is my first choice because it would completely flashes off. The plan is to flush until the discharge looks clean. The bearings move smoothly at present.
Does this sound like a reasonable approach to flushing the bearings in place? Should I use another solvent?
Photo Labels:
1. oil seal
2. adjustable tapered roller bearing
3.double-sided bearing cup
4. fixed tapered roller bearing
5. bearing cap face flange
The Gits fill hole is in the shadow in the lower right of the picture, unlabeled..
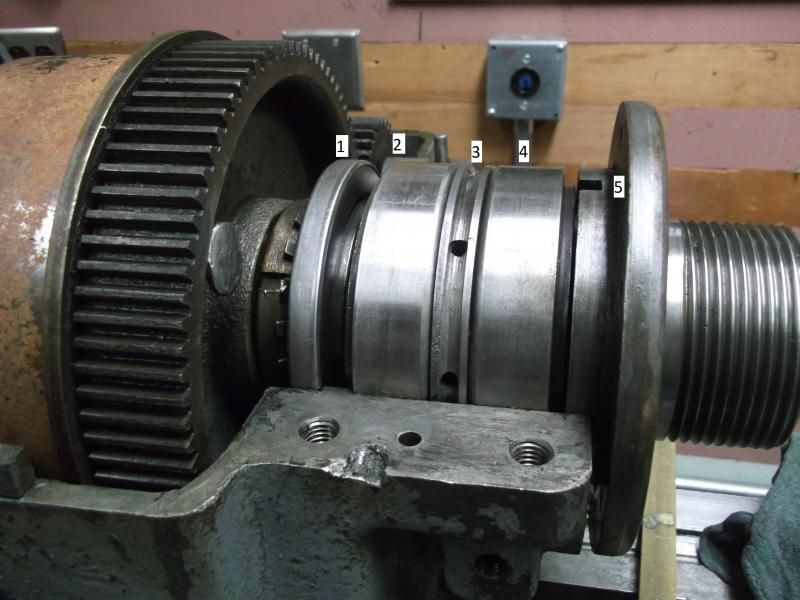

*Bamford-Chase Engine Lathe
There is no upper fill point or separate drain point. The Gits oil cup screws into the casting towards the bottom of the bearing seat. Acetone is my first choice because it would completely flashes off. The plan is to flush until the discharge looks clean. The bearings move smoothly at present.
Does this sound like a reasonable approach to flushing the bearings in place? Should I use another solvent?
Photo Labels:
1. oil seal
2. adjustable tapered roller bearing
3.double-sided bearing cup
4. fixed tapered roller bearing
5. bearing cap face flange
The Gits fill hole is in the shadow in the lower right of the picture, unlabeled..


*Bamford-Chase Engine Lathe


