How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
Largest Manufacturing Technology Community on the Web
Stay Connected:
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Hendey 12x7 lathe 8 speed head
- Thread starter Schubert
- Start date
- Replies 29
- Views 3,189
TGTool
Titanium
- Joined
- Sep 22, 2006
- Location
- Stillwater, Oklahoma
I just got a hendey 12x7 lathe with an 8 speed head. The spindal is allmost completely froze up what would I need to do to fix this?
I know I'll sound like a smart ass, but what you'll need to do depends on what the problem is. Is it bearings? Is it gears? Have beavers filled the headstock?
The first step might be to start to divide and conquer. If there's a way to put the headstock in neutral so gears are not involved, you can see if the spindle turns more easily then. Perhaps this is what you've already done. If so, take the cover off and start diagnosing. Separate different mechanical parts of the system that goes from motor to chuck and isolate that area. Then figure out what in that segment of the power train is problematic.
thermite
Diamond
- Joined
- Sep 21, 2011
I just got a hendey 12x7 lathe with an 8 speed head. The spindal is allmost completely froze up what would I need to do to fix this?
Search PM for "Hendeyitis".
Most of the plain-bearing Hendey spindle bearings are tapered, the thrust "management system" wears 'til they sit too deep, leftward, then bind.
Not new. Not rocket laundry to fix.
Roller bearings? Different problem.
Post here your serial number. Put out decent roast beef sandwiches and fresh coffee - or whatever he prefers - for "Hendeyman" as bait.
Kinda like having a caring Godmother with a magic wand as far as Hendey's go, he is.
")
Richard King
Diamond
- Joined
- Jul 12, 2005
- Location
- Cottage Grove, MN 55016
Take some photo's, hard to read your mind. Has the machine been running good and just got stiff? Was the machine sitting in the rain? Have you taken off the headstock cover and looked inside the head? Have you kept the oil level up? How old is the machine? Just a few photo's would help is here as we don't have crystal balls...
johnoder
Diamond
- Joined
- Jul 16, 2004
- Location
- Houston, TX USA
Well covered in the Antique Section. It is NOT an adjust deal, it is a disassemble and FIX deal
25029 is early nineteen twenties
Thumbnails are the usual handy info. 8 speed gear head probably slightly differing in detail.
The shimming is known to work. No shimming and the use of TIMESAVER COMPOUND is another route
Manual scan - thanks to Greg Menke for hosting this for me. Member hendeyman may have one for sale more related to the 8 speed gear head
http://pounceatron.dreamhosters.com/docs/hendey/1920-Hendey-manual.pdf
25029 is early nineteen twenties
Thumbnails are the usual handy info. 8 speed gear head probably slightly differing in detail.
The shimming is known to work. No shimming and the use of TIMESAVER COMPOUND is another route
Manual scan - thanks to Greg Menke for hosting this for me. Member hendeyman may have one for sale more related to the 8 speed gear head
http://pounceatron.dreamhosters.com/docs/hendey/1920-Hendey-manual.pdf
Attachments




johnoder
Diamond
- Joined
- Jul 16, 2004
- Location
- Houston, TX USA
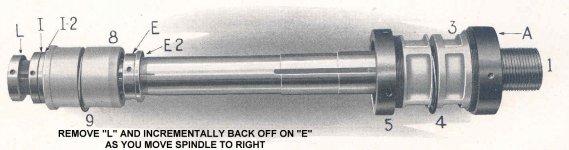
Thumbnail is page on how to REMOVE or ADJUST spindle
Here is a link to ONE of the gear head 8 speed Hendey threads
https://www.practicalmachinist.com/...s-n-12064-a-293732/?highlight=Hendey+gearhead
Here is a link to ONE of the gear head 8 speed Hendey threads
https://www.practicalmachinist.com/...s-n-12064-a-293732/?highlight=Hendey+gearhead
Attachments
Last edited:
davjo
Aluminum
- Joined
- Oct 18, 2012
- Location
- Berkshire UK
Removing the spindle, part 1.
I have an 8-speed. Just to be sure we are talking about the same type, a picture from the manual:

Some were overhead belt drive, others motor driven by belt, chain, or gears. The drive clutch was optional.
Mine has the clutch, and motor drive by belt (now converted to vee belts).
The gearbox, with the lid off:

The backgear shaft is held in by a central taper pin.
The four screws, holding the dog clutch keys, must come out before pushing the spindle out. One of the keys is marked with an "0" so it goes back in the same position.

I used the shim method to cure the Hendeyitis. It is between the thrust washer and spindle flange.

David.
I have an 8-speed. Just to be sure we are talking about the same type, a picture from the manual:
Some were overhead belt drive, others motor driven by belt, chain, or gears. The drive clutch was optional.
Mine has the clutch, and motor drive by belt (now converted to vee belts).
The gearbox, with the lid off:
The backgear shaft is held in by a central taper pin.
The four screws, holding the dog clutch keys, must come out before pushing the spindle out. One of the keys is marked with an "0" so it goes back in the same position.
I used the shim method to cure the Hendeyitis. It is between the thrust washer and spindle flange.
David.
davjo
Aluminum
- Joined
- Oct 18, 2012
- Location
- Berkshire UK
Removing the spindle, part 2.
The outermost collar, on the left-hand end of the spindle, takes up the end float. If it is slackened off, and the spindle given a tap to the right, Hendeyitis will free up. This picture is looking from the back of the lathe, so the collar is on the right.

The screwcutting drive gear slides off next. The next collar, at the left end of the left-hand bearing, adjusts that bearing for running clearance. The spindle slides out through the sleeve, leaving the sleeve and collar in position. Note it is keyed to the spindle.

The collar inside the left-hand end of the gearbox holds the cone of gears up to a step by the dog clutch. It must be undone, a bit at the time, as the spindle slides out.

Take care not to damage the oiling rings when the spindle is moved in or out. I used a bit of wire to hook them up out of the way.
All three collars have locking grub screws, with copper pads to protect the threads underneath.
These bearings are only alright up to about 500rpm. Mine has a top speed of 550, and I have never had any trouble, but I keep a close eye on the oil levels. The right-hand bearing leaks oil and I've never been able to stop it. The gearbox is open underneath and isn't filled with oil. The six bearing oil reserviors are worth cleaning out. The two for the spindle bearings have drain tubes at the back, and oil level indicators at the sides.
The spindle out, with one of the keys in front, and the dog clutch:

The spindle, showing the thrust washer and shim:

Hope that helps, and all goes well with your Hendey.
David.
The outermost collar, on the left-hand end of the spindle, takes up the end float. If it is slackened off, and the spindle given a tap to the right, Hendeyitis will free up. This picture is looking from the back of the lathe, so the collar is on the right.
The screwcutting drive gear slides off next. The next collar, at the left end of the left-hand bearing, adjusts that bearing for running clearance. The spindle slides out through the sleeve, leaving the sleeve and collar in position. Note it is keyed to the spindle.
The collar inside the left-hand end of the gearbox holds the cone of gears up to a step by the dog clutch. It must be undone, a bit at the time, as the spindle slides out.
Take care not to damage the oiling rings when the spindle is moved in or out. I used a bit of wire to hook them up out of the way.
All three collars have locking grub screws, with copper pads to protect the threads underneath.
These bearings are only alright up to about 500rpm. Mine has a top speed of 550, and I have never had any trouble, but I keep a close eye on the oil levels. The right-hand bearing leaks oil and I've never been able to stop it. The gearbox is open underneath and isn't filled with oil. The six bearing oil reserviors are worth cleaning out. The two for the spindle bearings have drain tubes at the back, and oil level indicators at the sides.
The spindle out, with one of the keys in front, and the dog clutch:
The spindle, showing the thrust washer and shim:
Hope that helps, and all goes well with your Hendey.
David.


johnoder
Diamond
- Joined
- Jul 16, 2004
- Location
- Houston, TX USA
Thanks so much for the picture's they were a life saver. Now how do I find out how much shim needs to be put back in front of the spindle and where did u get your shims.
What has been done before with good results.............
Great clean parts
Put spindle in place LESS THRUST RING (its a snug fit on spindle) - in other words, clean spindle is metal to metal in a clean front bearing
Measure between spindle flange and face of spindle bearing and record this value (let's pretend this is .197")
Measure actual thickness of trust ring. (let's pretend this is .193")
.004" shim would take up the extra space, but you need more for spindle to not be metal to metal with bearing.
.008" would provide about right "pull-out" of spindle
Spindle bearing taper is about 4 degrees per side
Tangent of 4 degrees is .069927
.004" "pull-out" times .069927 = .00028" oil film thickness both sides
One can always partially assemble at this point and SEE how they like how it feels with this shim installed
johnoder
Diamond
- Joined
- Jul 16, 2004
- Location
- Houston, TX USA
Would brass shim stock be ok to cut the shims out of?
You bet - good stuff, try not to cut yourself at the same time.

thermite
Diamond
- Joined
- Sep 21, 2011
Would brass shim stock be ok to cut the shims out of?
If you lay-in some of the handy package assortments sold, you'll probably find the thinnest 2 or 3 in the packet of BRONZE shim stock are actually spring-hard red brass anyway.
Similar stuff as has was once common for window bottoms or exterior grade doors, Old Skewl before elastomers came common. Some of it sang like a harmonica or a Banshee, high winds came to visit.
Ok so I measured from the spindle to the front of the bering I got .162 now the thrust ring measured .108 so that leaves 0.54 plus .008 for oil clearance that would make my shim 0.062 thick. If I shim it that far my key for the thrust washer won't mesh anymore not relly knowing what to do now.
johnoder
Diamond
- Joined
- Jul 16, 2004
- Location
- Houston, TX USA
I have been looking what locks the spindle to the back bering?
No locking. If I recall correct keyed to spindle but rear cone free to float on spindle - to accommodate temperature induced LENGTH changes in spindle
If I shim it that far my key for the thrust washer won't mesh anymore not relly knowing what to do now.
Assuming the spindle was actually metal to metal in conical portion of front bearing at that measurement......easily confirmed with a little high spot blue.
I'd suggest a new thicker thrust ring that still engages pin "key" in spindle. I'd expect member hendeyman could fix you right up.
Since he has posted his email before in this forum, I'll show it here. Probably good to not expect instant reply since the man still works for a living
[email protected]
Similar threads
- Replies
- 20
- Views
- 1K
- Replies
- 12
- Views
- 726
- Replies
- 20
- Views
- 1K