Paolo_MD
Stainless
- Joined
- Apr 6, 2013
- Location
- Damascus, MD
Denis Foster (dgfoster) has kindly donated a casting of one of his 36” Featherweight straightedges to the Machine Shop Museum of the Tuckahoe Steam and Gas Association for us to machine, scrape, and raffle it.
Details about the raffle can be found in this thread.
Here we will document the whole process of machining and scraping it. Be patient, since we are a voluntary organization and, right now, there are a lot of things going on at the Museum. But, our goal is to have the straightedge ready before the end of the raffle (Saturday, November 3) and we plan to start working on it this week, during the annual show.
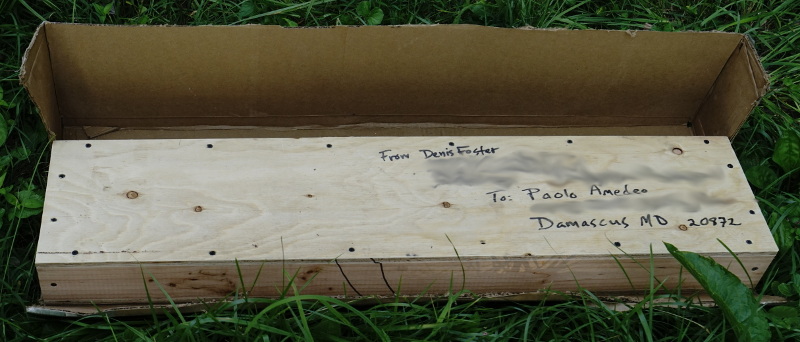
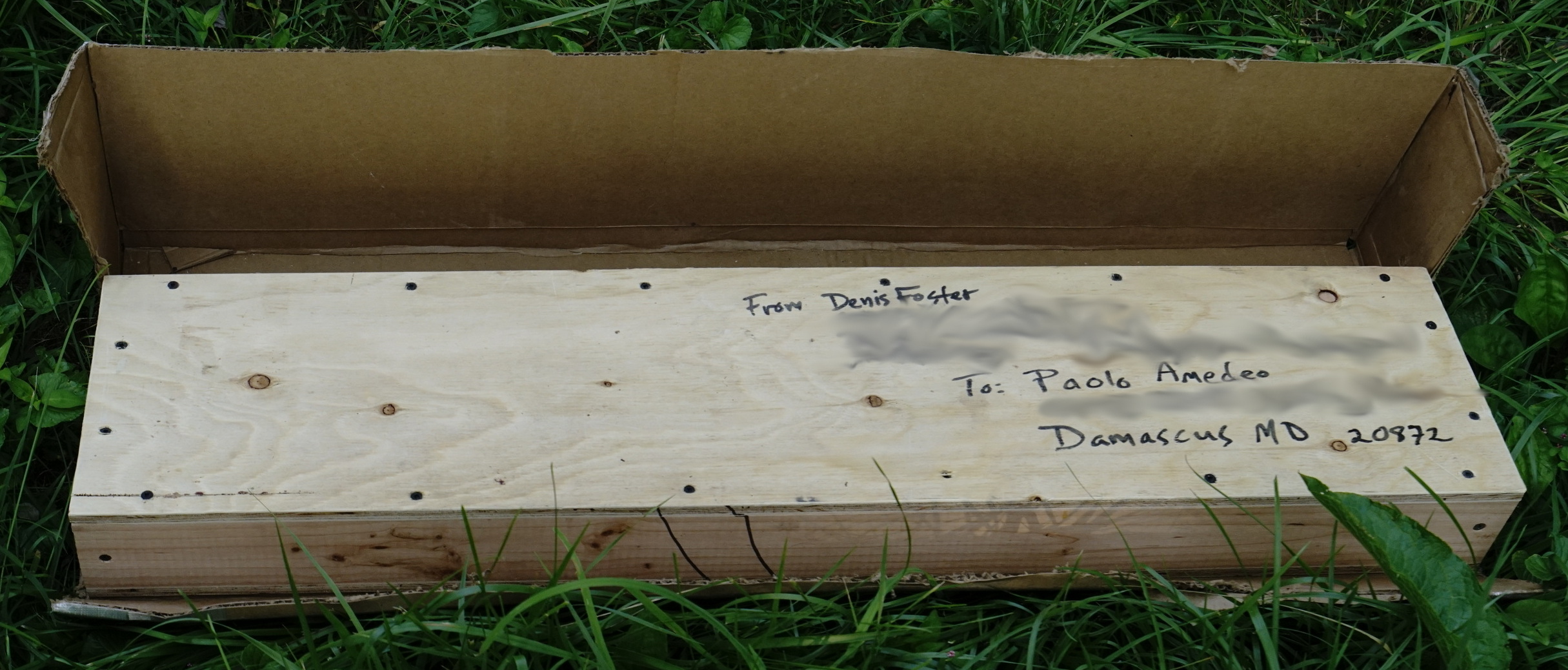
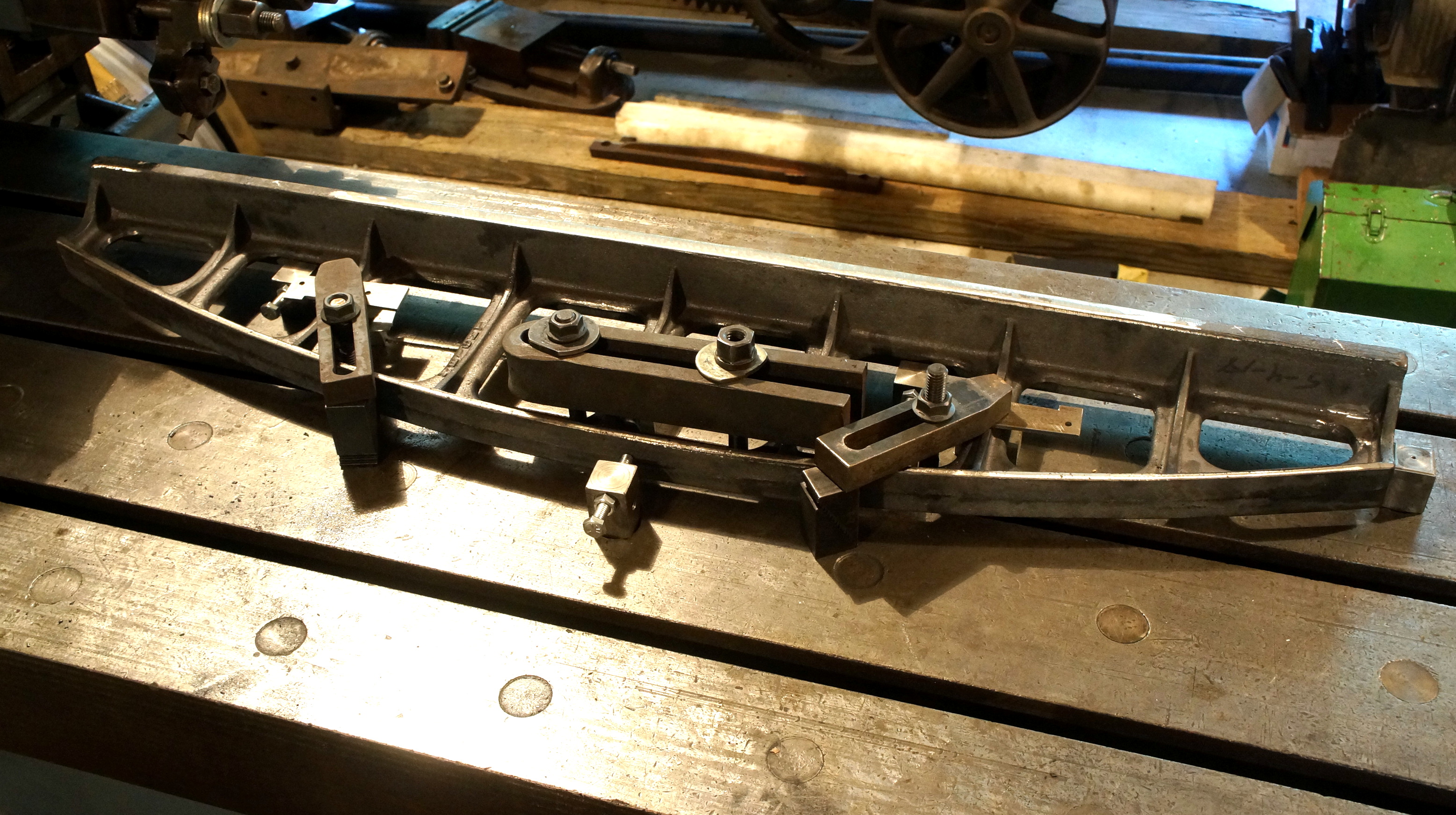
The straightedge was delivered to my home boxed in a sturdy wooden box wrapped in cardboard, which was glued together with hot glue.
Here are a few pictures of how it looks like, right out of the box (as usual, click on any picture to display a larger version of the same).












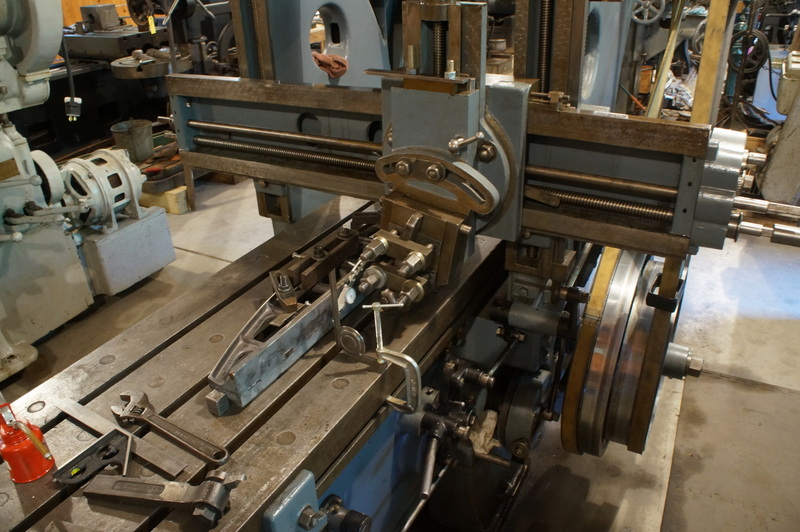
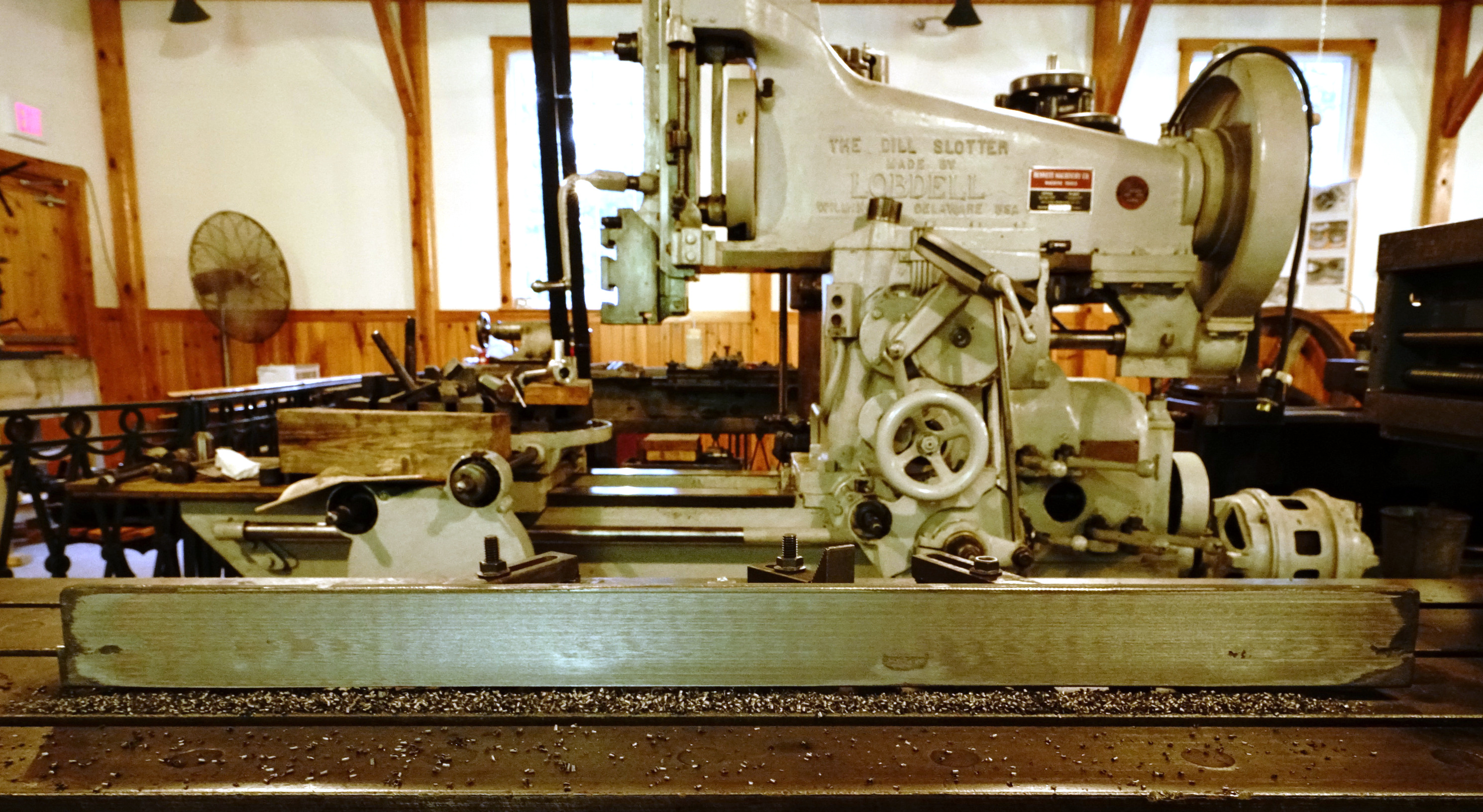
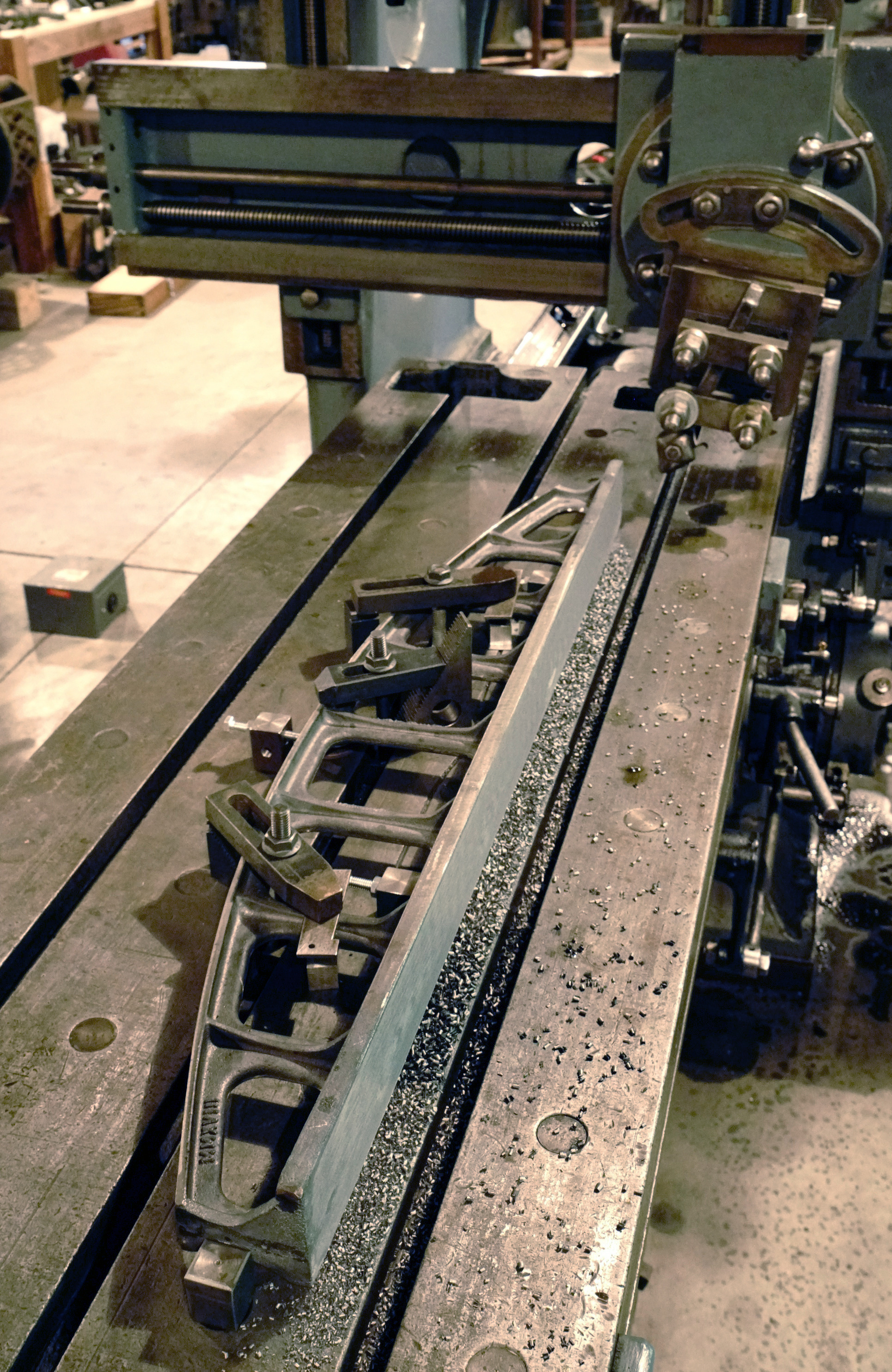
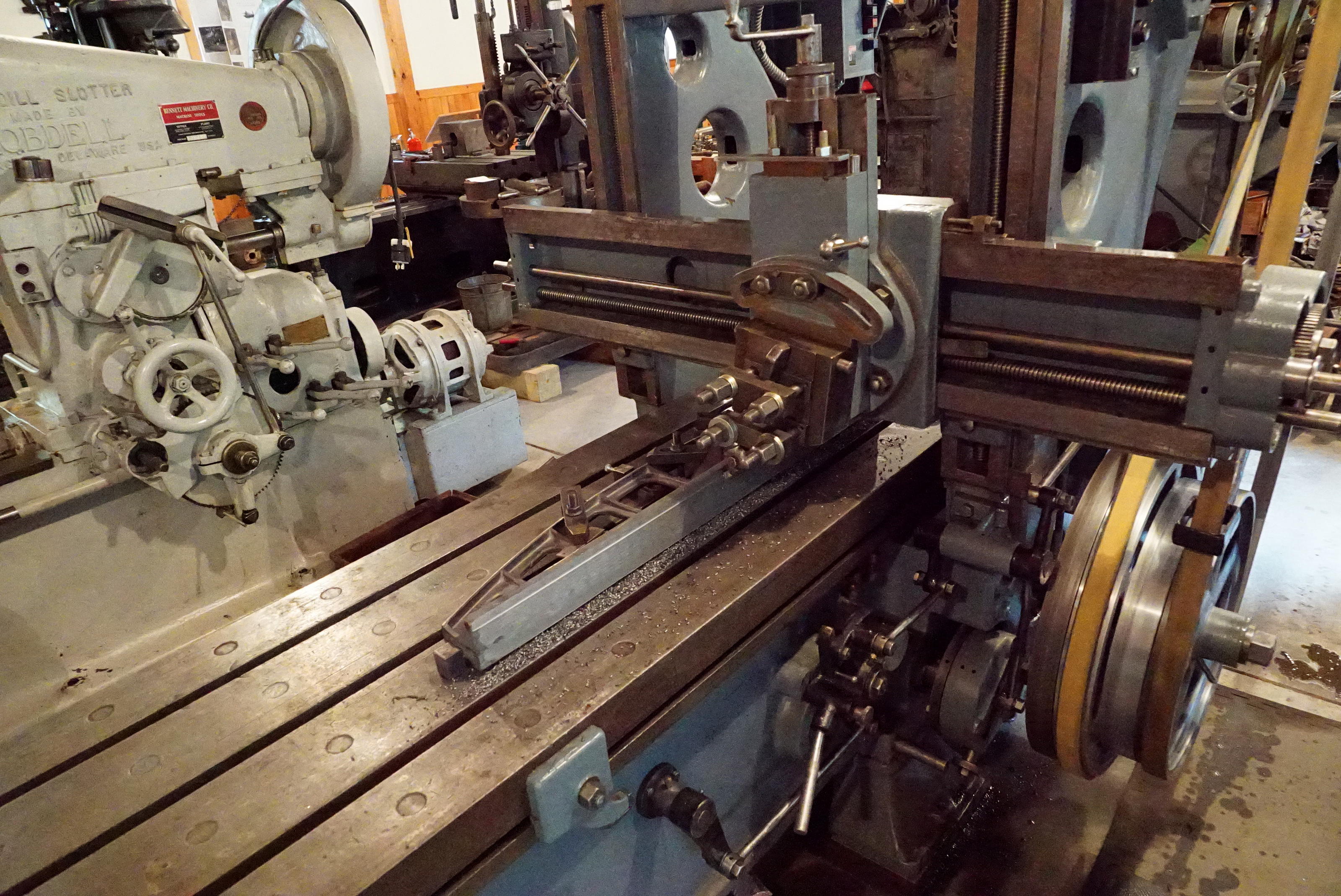
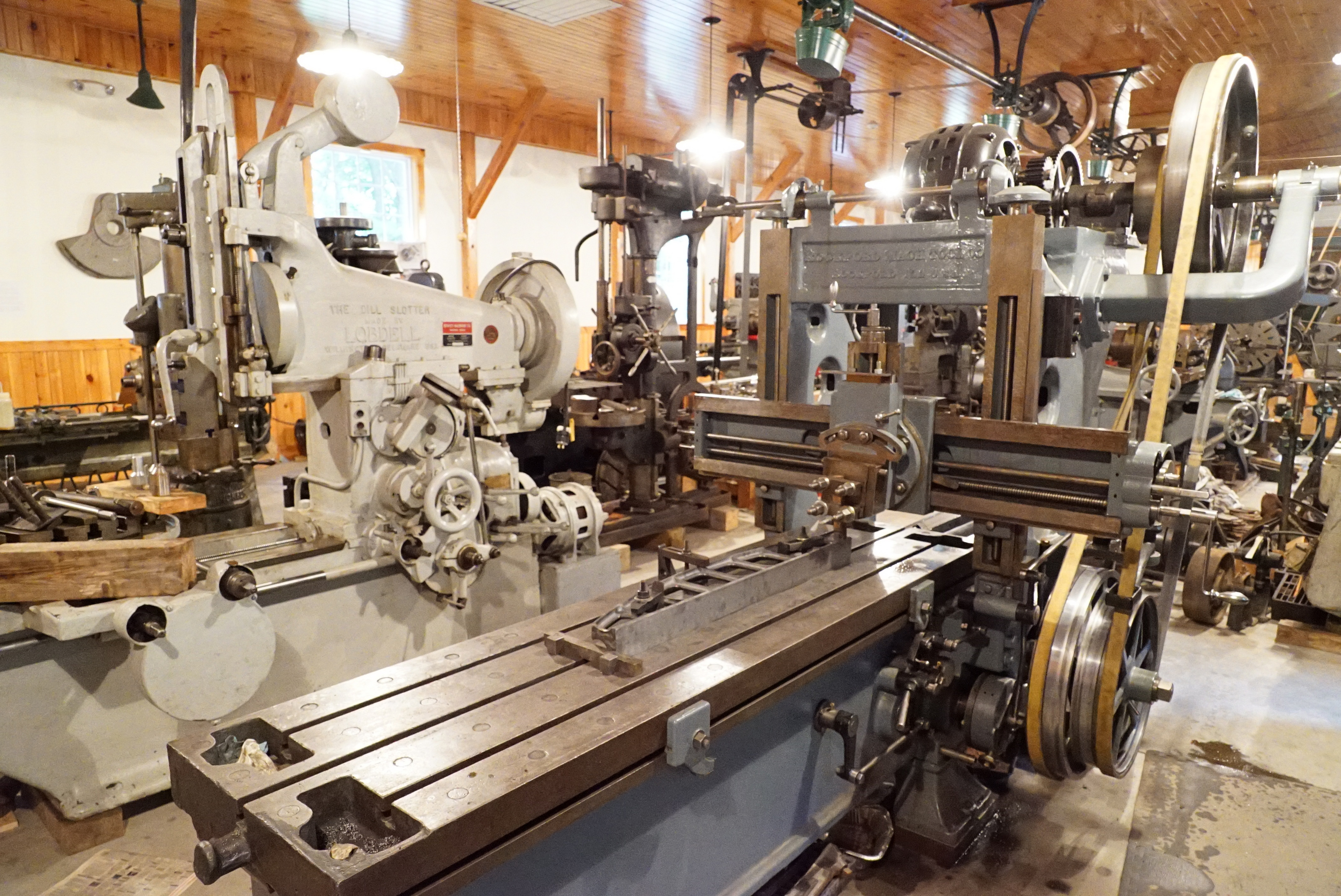
We have already set it up on our 1920s Rockford planer, trying to introduce as little distortion as possible.
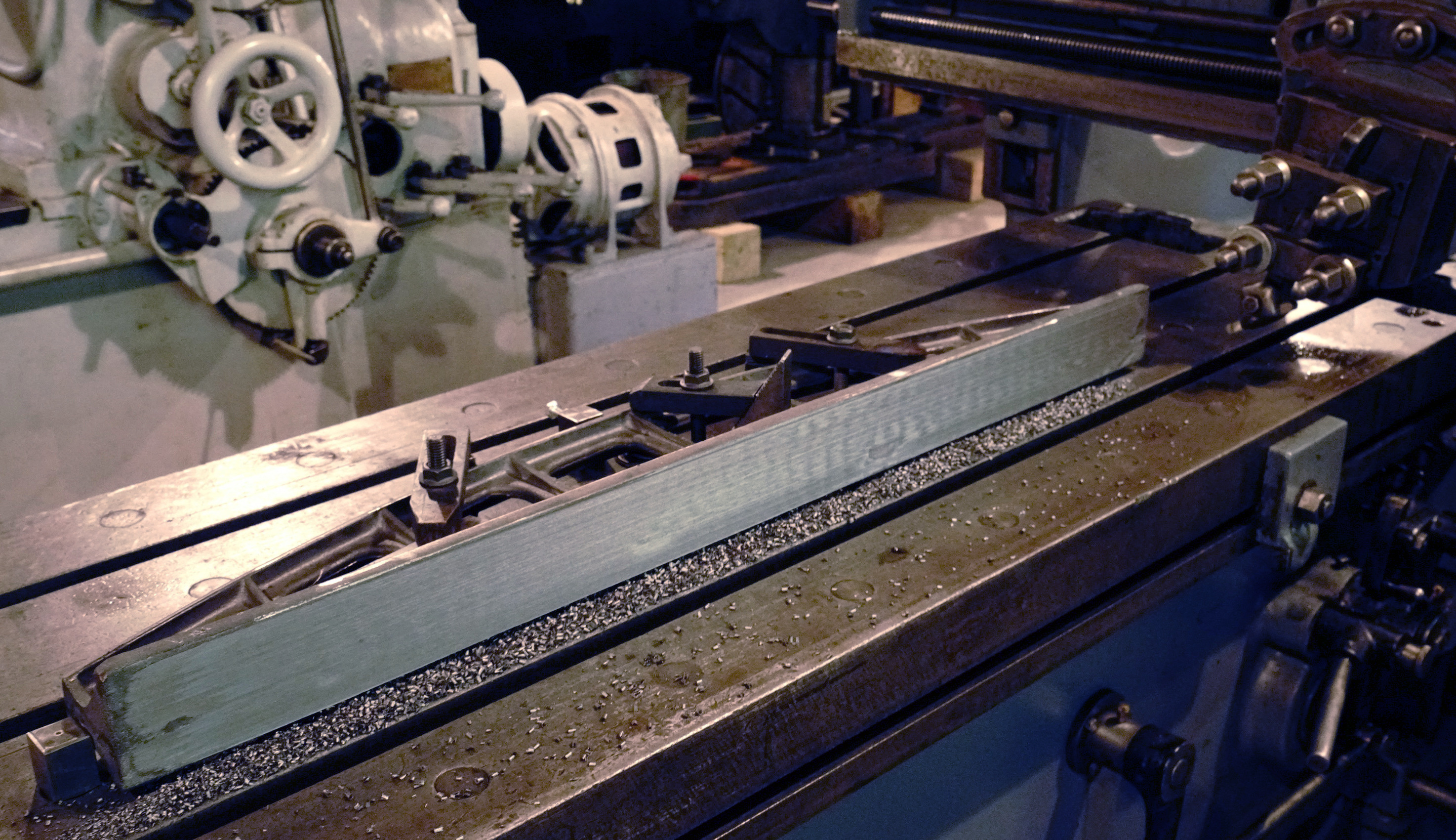
Following an advise from Richard King, we will machine it by down-feeding the head, since the way of the platen (=table) have more wear, resulting in the platen moving up and down while traversing.
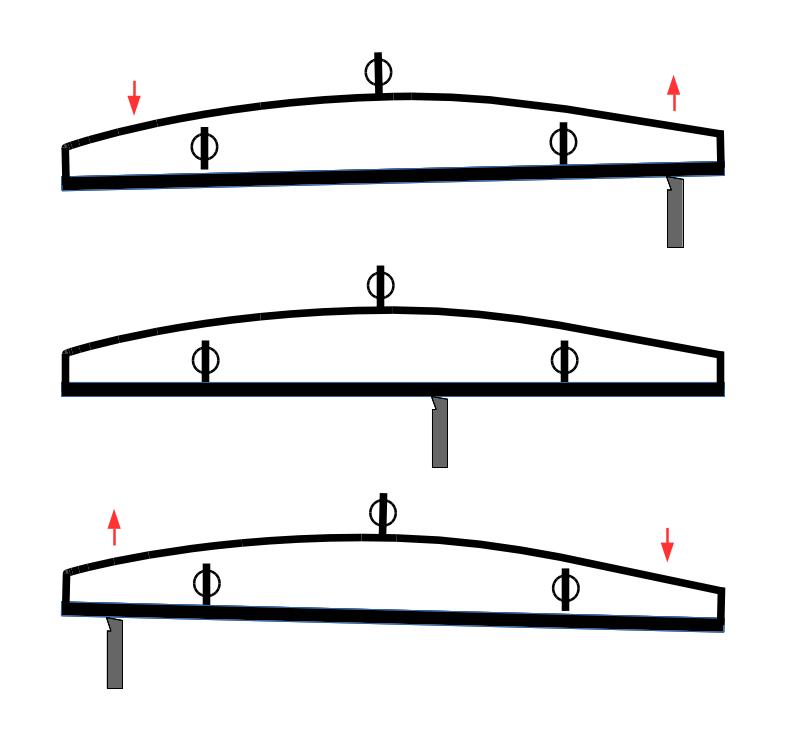
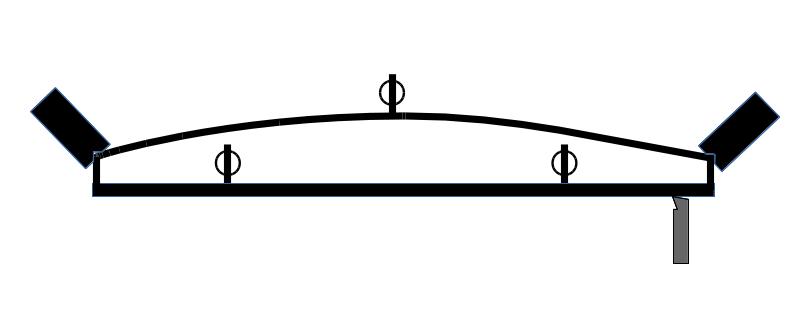
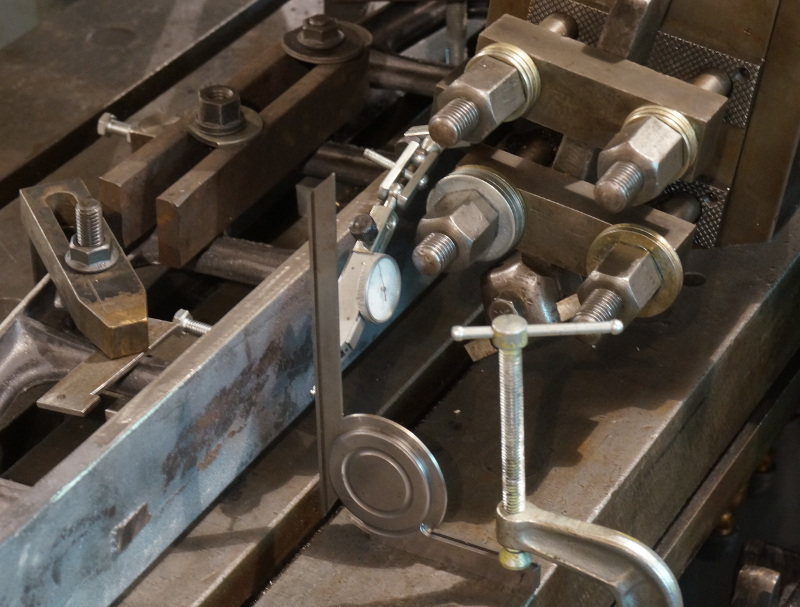
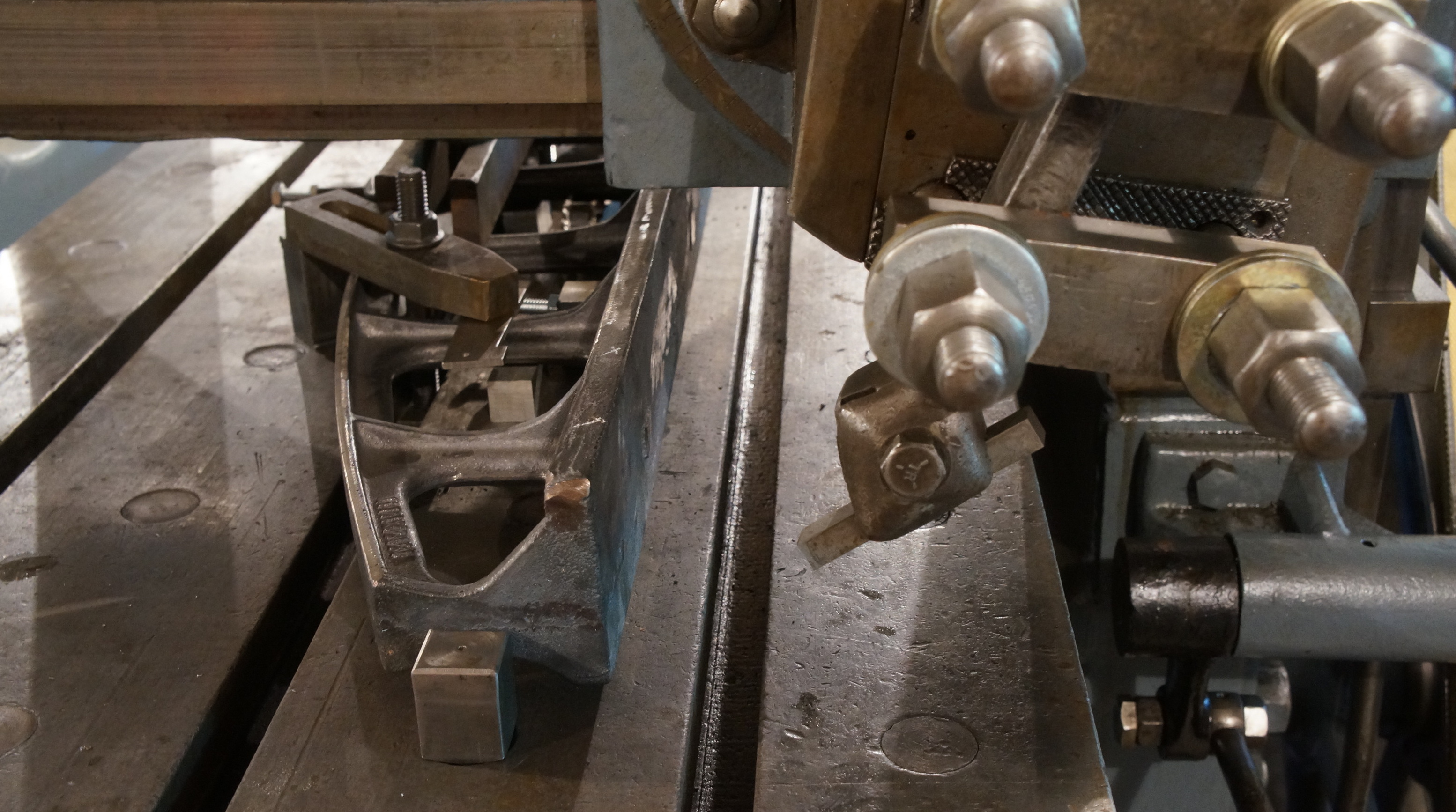
The setup consists in clamping down the vertical bars against aluminum blocks that provide the proper clearance between the sole and the table.
There is one peg stopping the straightedge in the direction of the cut and three pegs with side screws pushing perpendicularly to the cutting direction. Only a couple of shims were used to position the sole perfectly parallel to the table and, if I recall correctly, all it took was ~0.025”.
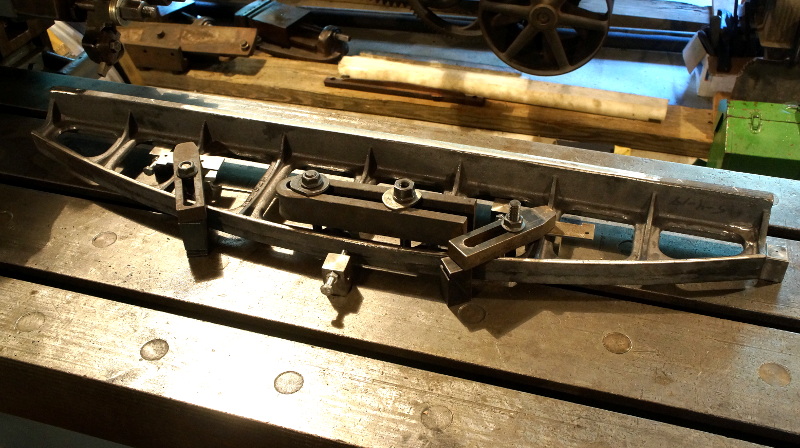

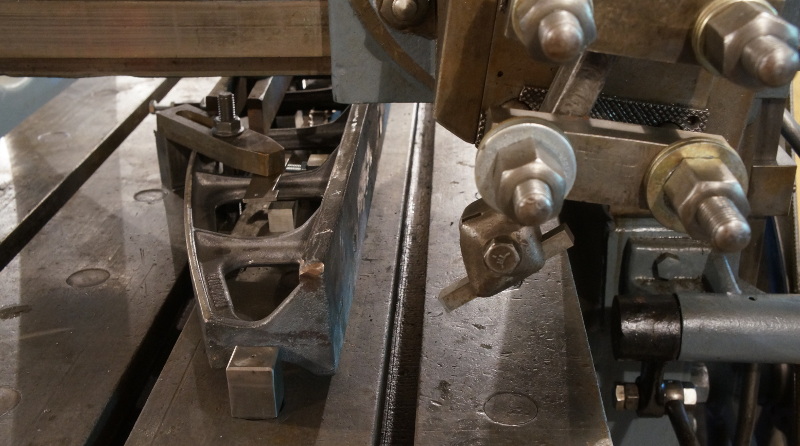
The tool you see in the toolholder is just a 3/8” HSS blank that will be replaced by a round-nose tool and was there only to verify the distances during the setup.
The cutting head was adjusted at an angle very close to vertical to allow clearing most of the bottom by removing the least material. Again: the raw casting is essentially resting on its vertical bars. Their surface is not guaranteed, or even expected to be perfectly perpendicular to the sole and we are talking at most about less than 2°.

The big Tuckahoe show will start tomorrow (here you can find the program and more details) and we will be rather busy. Therefore, I cannot guarantee that I will update this thread in a timely manner.
I'm also starting another thread dedicated to the show in the Antique Machinery and History forum.
Paolo
Details about the raffle can be found in this thread.
Here we will document the whole process of machining and scraping it. Be patient, since we are a voluntary organization and, right now, there are a lot of things going on at the Museum. But, our goal is to have the straightedge ready before the end of the raffle (Saturday, November 3) and we plan to start working on it this week, during the annual show.
The straightedge was delivered to my home boxed in a sturdy wooden box wrapped in cardboard, which was glued together with hot glue.
Here are a few pictures of how it looks like, right out of the box (as usual, click on any picture to display a larger version of the same).












We have already set it up on our 1920s Rockford planer, trying to introduce as little distortion as possible.
Following an advise from Richard King, we will machine it by down-feeding the head, since the way of the platen (=table) have more wear, resulting in the platen moving up and down while traversing.
The setup consists in clamping down the vertical bars against aluminum blocks that provide the proper clearance between the sole and the table.
There is one peg stopping the straightedge in the direction of the cut and three pegs with side screws pushing perpendicularly to the cutting direction. Only a couple of shims were used to position the sole perfectly parallel to the table and, if I recall correctly, all it took was ~0.025”.

The tool you see in the toolholder is just a 3/8” HSS blank that will be replaced by a round-nose tool and was there only to verify the distances during the setup.
The cutting head was adjusted at an angle very close to vertical to allow clearing most of the bottom by removing the least material. Again: the raw casting is essentially resting on its vertical bars. Their surface is not guaranteed, or even expected to be perfectly perpendicular to the sole and we are talking at most about less than 2°.



The big Tuckahoe show will start tomorrow (here you can find the program and more details) and we will be rather busy. Therefore, I cannot guarantee that I will update this thread in a timely manner.
I'm also starting another thread dedicated to the show in the Antique Machinery and History forum.
Paolo










")
") . You will be able to trust that SE as a reference when he is done with it.
. You will be able to trust that SE as a reference when he is done with it.