jmanatee
Aluminum
- Joined
- Dec 2, 2013
- Location
- New Hampshire
Let me start by saying I am new to surface grinding.
I just bought a Parker Majestic No.2 grinder off Craigslist. I finally got it powered up and there was a little noise "Whrr" from the bearings, not bad but not silent. zero movement in the shaft, and it grinds nice.
The seller told me he had just cleaned and grease the bearings so to confirm I pulled apart the spindle.
When I pulled apart the spindle the bearings were nicely greased, it has four Barden 107H angular contact bearings, but I kept thinking they look like they were install backwards
Main question, How can you tell what is the "front" of an angular contact bearing or the correct orientation of the bearing to apply force? Is there a marking? Does the stamping identifying it
"Made in USA barden 107H" mean that is the larger end of the taper on the outer race? That is what it looks like but I am not sure.
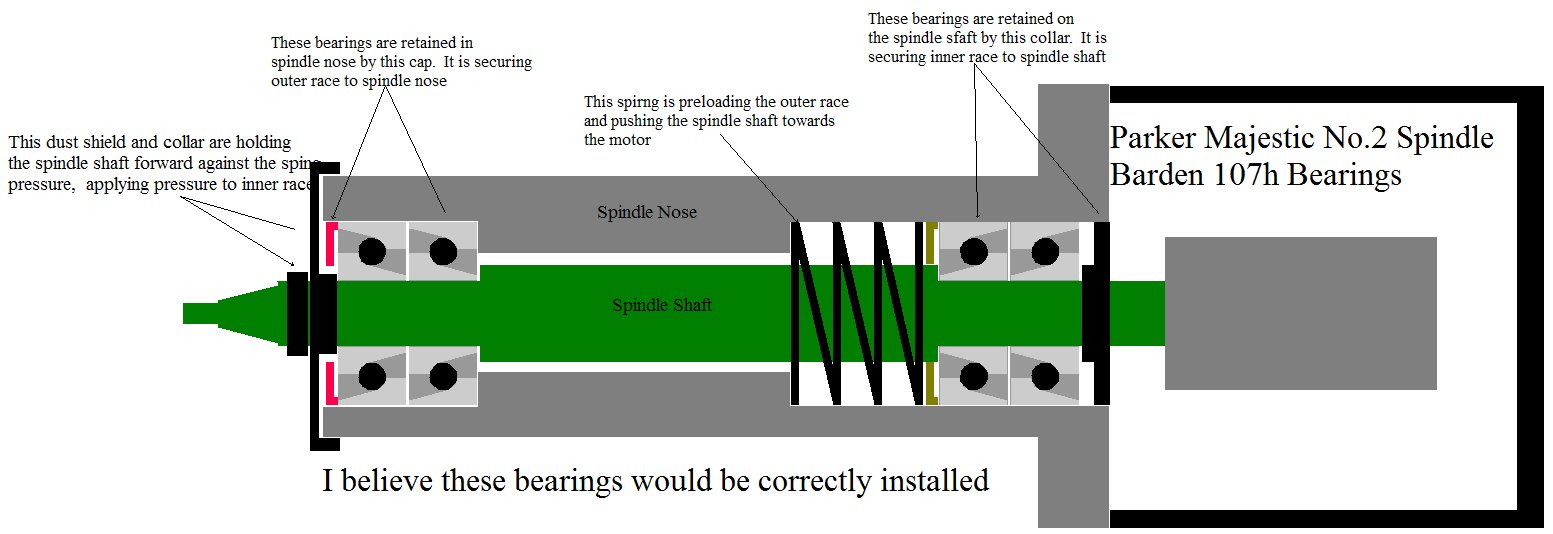
I drew up two images showing the Parker spindle, this one is how I believe they should go.
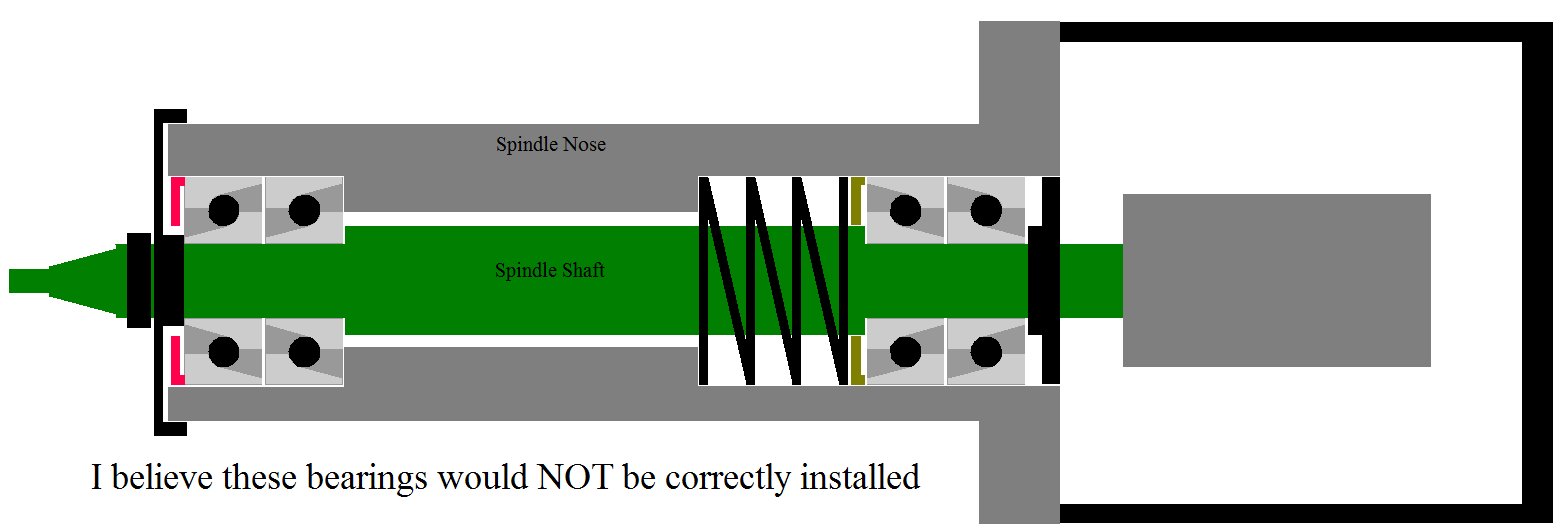
This one is how I think it was.
Any help would be appreciated.
Jon
I just bought a Parker Majestic No.2 grinder off Craigslist. I finally got it powered up and there was a little noise "Whrr" from the bearings, not bad but not silent. zero movement in the shaft, and it grinds nice.
The seller told me he had just cleaned and grease the bearings so to confirm I pulled apart the spindle.
When I pulled apart the spindle the bearings were nicely greased, it has four Barden 107H angular contact bearings, but I kept thinking they look like they were install backwards
Main question, How can you tell what is the "front" of an angular contact bearing or the correct orientation of the bearing to apply force? Is there a marking? Does the stamping identifying it
"Made in USA barden 107H" mean that is the larger end of the taper on the outer race? That is what it looks like but I am not sure.
I drew up two images showing the Parker spindle, this one is how I believe they should go.
This one is how I think it was.
Any help would be appreciated.
Jon







