small.planes
Aluminum
- Joined
- Sep 5, 2008
- Location
- Leics UK
I've been doing a lot of reading / watching various you tube vids, and I think I understand the process, but its always good to write it down and see if I've got it correct and ask if I have.
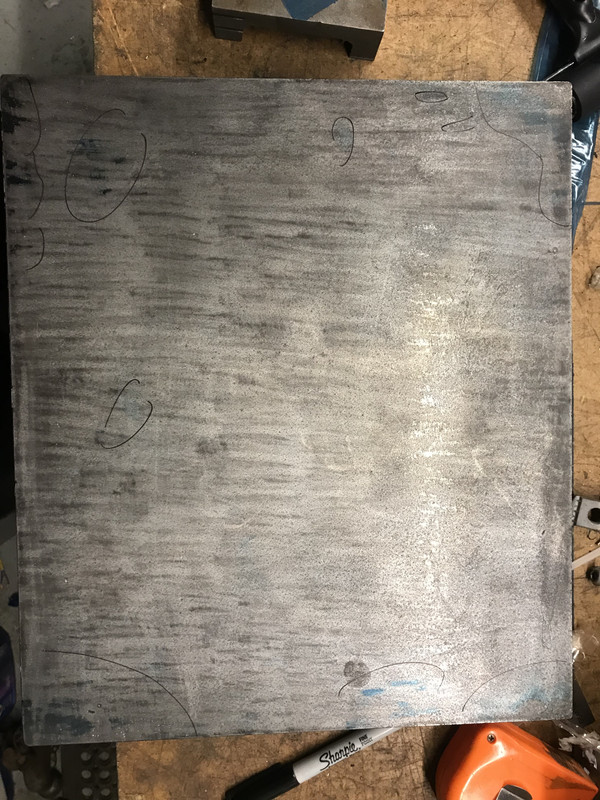
A bit of background: I am building a CNC machine. The base of the machine is an old small (12"x14") surface plate.
The plate was not in good condition - I think someone 'reconditioned' it using sandpaper to knock off the rust...
I have face milled it, and its 'fairly' flat but before attaching linear rail to it it seemed like a good place to learn scraping.
I think the sequence is:
scrape once ////// all over, and once \\\\\ all over using about 20mm / 3/4" length on the scrapes to give the surface some 'texture' (45 degrees to long axis, 90 degrees between strokes).
Layout a grid to help keep the strokes in lines.
Don't worry too much about touching scrapes.
Then clean off swarf, deburr with a smooth stone. Check for burrs / grit / etc with fingers / hand.
Place on blued surface plate and try hinging.
Do large flat parts hinge successfully?
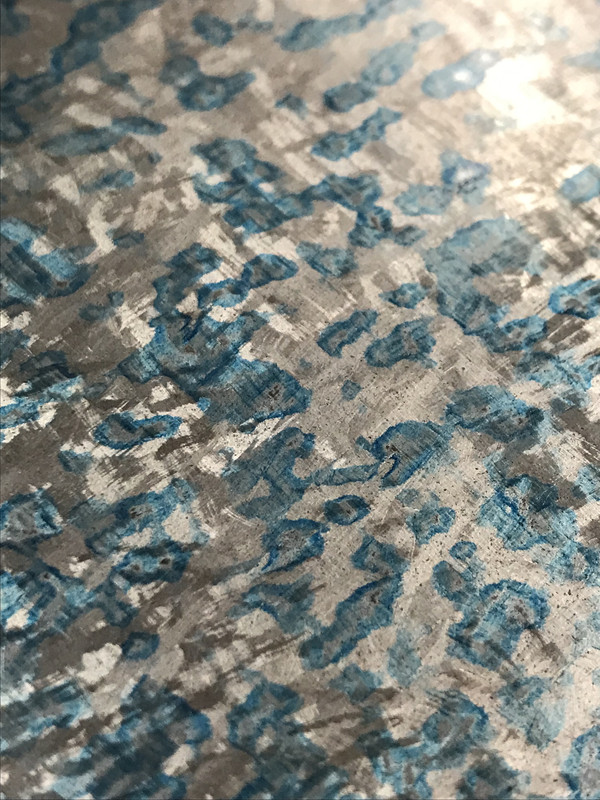
rub on the blue to get some printing.
How long to rub for?
Lift - I think there might be significant 'suction' to overcome here if the part is mostly flat - like gage block wringing, but less good x much bigger area.
Any tips on dealing with that?
Turn over onto bench and look at the blue.
Try to see if there are 'areas' which have blue and areas which don't.
Then sharpie around the areas to avoid - which have no blue on them and do another pass of 20mm / 3/4" touching scrapes on all the other bits.
Repeat until there is some blue on the whole surface - not worrying too much about just cutting off the points, rather scrape over the whole areas where there is some blue.
when there is some blue on all the areas, or at least no large areas without any blue - how big an area? 1"x1" or larger/smaller? then switch to a different sort of scraping.
This is using a 10mm / 1/2" stroke, and space the scrapes apart by about the same?
Again cut the areas, not just the blue spots and fill in the spaces with the 90 degreee cut.
So a single scrape pass is now / / / / and then \ \ \ \ then deburr/blue etc? this will give a /\/\/\/\/ pattern to the scraping.
On subsequent passes where I scraped / is should scrape \ ?
At some point after this switch to just cutting the blue spots - when do you switch?
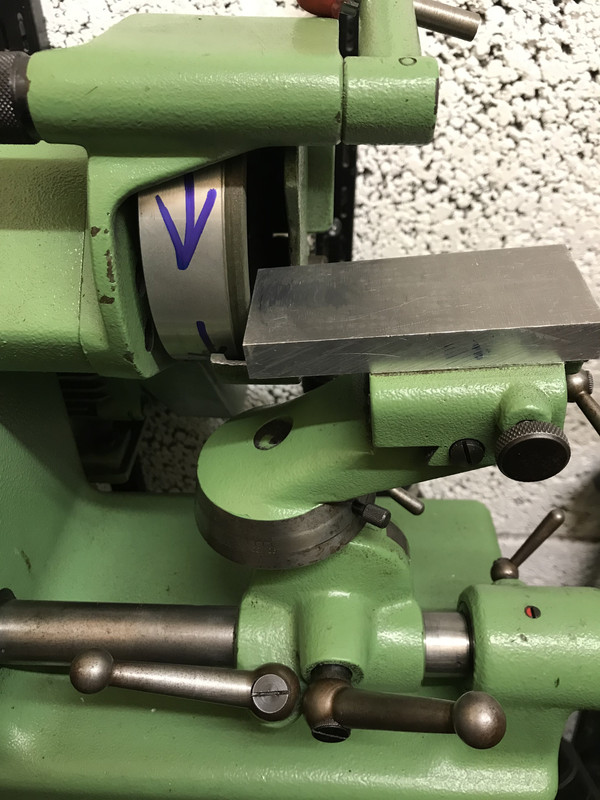
I have made a carbide tipped scraper (using an old milling insert) and setup to grind it with a diamond wheel to 95 degree included angle. I have also knocked up a diamond honing wheel - to use 5 micron diamond paste on to polish the edge - my diamond wheel is 300 grit IIRC, so produces nice, but not polished finishes.
How is my understanding?
What have I missed?
Dave
A bit of background: I am building a CNC machine. The base of the machine is an old small (12"x14") surface plate.
The plate was not in good condition - I think someone 'reconditioned' it using sandpaper to knock off the rust...
I have face milled it, and its 'fairly' flat but before attaching linear rail to it it seemed like a good place to learn scraping.
I think the sequence is:
scrape once ////// all over, and once \\\\\ all over using about 20mm / 3/4" length on the scrapes to give the surface some 'texture' (45 degrees to long axis, 90 degrees between strokes).
Layout a grid to help keep the strokes in lines.
Don't worry too much about touching scrapes.
Then clean off swarf, deburr with a smooth stone. Check for burrs / grit / etc with fingers / hand.
Place on blued surface plate and try hinging.
Do large flat parts hinge successfully?
rub on the blue to get some printing.
How long to rub for?
Lift - I think there might be significant 'suction' to overcome here if the part is mostly flat - like gage block wringing, but less good x much bigger area.
Any tips on dealing with that?
Turn over onto bench and look at the blue.
Try to see if there are 'areas' which have blue and areas which don't.
Then sharpie around the areas to avoid - which have no blue on them and do another pass of 20mm / 3/4" touching scrapes on all the other bits.
Repeat until there is some blue on the whole surface - not worrying too much about just cutting off the points, rather scrape over the whole areas where there is some blue.
when there is some blue on all the areas, or at least no large areas without any blue - how big an area? 1"x1" or larger/smaller? then switch to a different sort of scraping.
This is using a 10mm / 1/2" stroke, and space the scrapes apart by about the same?
Again cut the areas, not just the blue spots and fill in the spaces with the 90 degreee cut.
So a single scrape pass is now / / / / and then \ \ \ \ then deburr/blue etc? this will give a /\/\/\/\/ pattern to the scraping.
On subsequent passes where I scraped / is should scrape \ ?
At some point after this switch to just cutting the blue spots - when do you switch?
I have made a carbide tipped scraper (using an old milling insert) and setup to grind it with a diamond wheel to 95 degree included angle. I have also knocked up a diamond honing wheel - to use 5 micron diamond paste on to polish the edge - my diamond wheel is 300 grit IIRC, so produces nice, but not polished finishes.
How is my understanding?
What have I missed?
Dave
")
")