landm1
Cast Iron
- Joined
- Mar 19, 2008
- Location
- Paso Robles, CA
Hello,
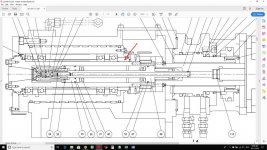
We have a 2014 Mazak VCU vertical machining center, 1200 rpm. Not a lot of hours on the machine was we never hit anything hard but it was purchased as a really nice used machine.
About a year ago the spindle would make an intermittent sound like a spun bearing, it seemed to be throughout the spindle vs top or bottom bearings but it made a real nice finish, end and side. It got a lot worse lately, today I noticed the last part they made had a bad finish, probably a 125 micro inch and with the machine off the spindle will spin freely but is sounds awful.
My question is is there anything in the spindle cartridge that can come apart other than the bearings?
Next is what is the best choice at Mazak, our spindle, tapper, run-out is great but I have to wait for prices from Mazak on all of the options? We had Setco do a rebuild on a Doosan horizontal a few years ago, they did a great job but on a run of the mill vertical cartridge I am thinking you just go with a rebuilt unit from Mazak if they will claim to have balanced and verified all of the specs to new condition.
Let me know is there is a standard path on this issue?
We have a 2014 Mazak VCU vertical machining center, 1200 rpm. Not a lot of hours on the machine was we never hit anything hard but it was purchased as a really nice used machine.
About a year ago the spindle would make an intermittent sound like a spun bearing, it seemed to be throughout the spindle vs top or bottom bearings but it made a real nice finish, end and side. It got a lot worse lately, today I noticed the last part they made had a bad finish, probably a 125 micro inch and with the machine off the spindle will spin freely but is sounds awful.
My question is is there anything in the spindle cartridge that can come apart other than the bearings?
Next is what is the best choice at Mazak, our spindle, tapper, run-out is great but I have to wait for prices from Mazak on all of the options? We had Setco do a rebuild on a Doosan horizontal a few years ago, they did a great job but on a run of the mill vertical cartridge I am thinking you just go with a rebuilt unit from Mazak if they will claim to have balanced and verified all of the specs to new condition.
Let me know is there is a standard path on this issue?
")