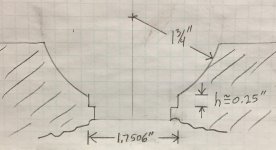
I'm hoping one of you can help me with a good suggestion for determining the height 'h' in the attached, cylindrically-symmetric scale drawing to an absolute accuracy no worse than 0.001". That is, the height from the edge of the hemisphere (the edge is sharp, not rounded off) to the ledge that is approximately 1/4" below. The diameter of the cylindrical depression whose height I need to measure is actually 1.7506", but at this point I only know the radius of the hemisphere to approximately +/-0.016" (1/64").

Although I drew a line across the bottom, it's actually open at the bottom and I don't have access to it anyway since this is part of a larger structure (i.e. I couldn't rest the object on the bottom and use that surface as a reference).
Assume I have a pretty comprehensive set of micrometers, height micrometers, gauge blocks, surface plate, etc., but no CMM.
Although I drew a line across the bottom, it's actually open at the bottom and I don't have access to it anyway since this is part of a larger structure (i.e. I couldn't rest the object on the bottom and use that surface as a reference).
Assume I have a pretty comprehensive set of micrometers, height micrometers, gauge blocks, surface plate, etc., but no CMM.
Attachments

Last edited: