daryl bane
Titanium
- Joined
- Mar 12, 2002
- Location
- East Texas
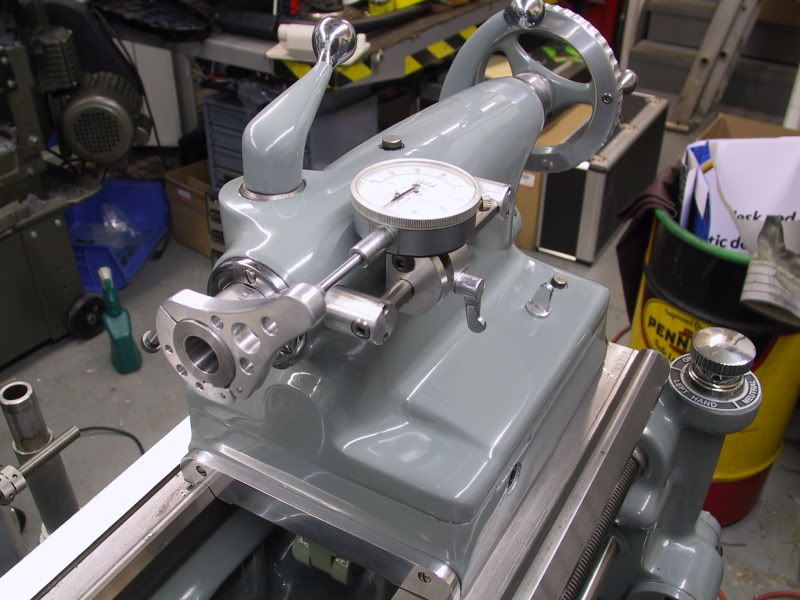
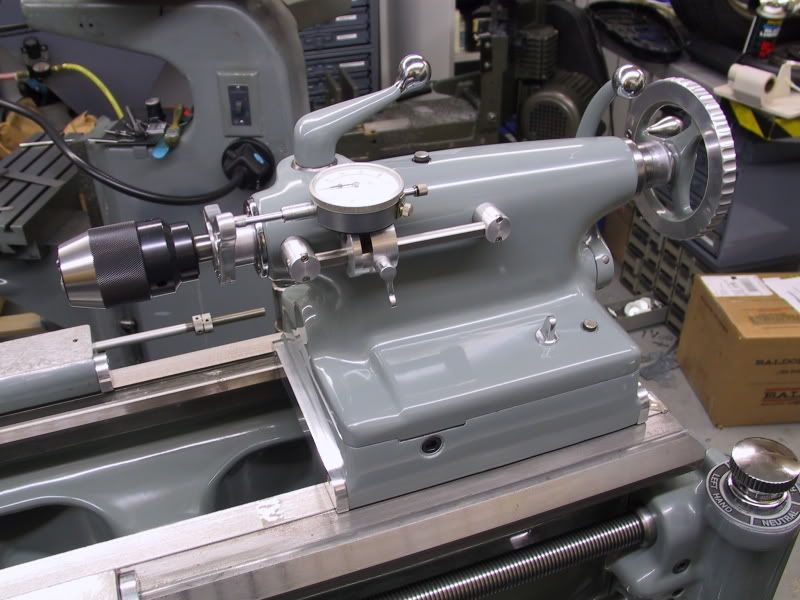
Here are some pics of the finished tailstock. I added a dial indicator to the ram. Some people like the digital style but I'm partial to a dial. Here are some specifics:
1) New homemade tailstock ram. After a very unsatisfactory
hard chrome job, I decided to make a new one myself. Turned it up, ground with my K.O.lee and then lapped to the oversized honed and lapped bore. Looks like I'm getting factory fit .0002. New key was made and lapped to the keyway in my ram. The key was originally pinned to the tailsock but I modified the casting, so that the key was held by a allen bolt.
2) The two halves of the tailstock were scraped, as they looked more like a potato chip than flat to each other.
3) The bottom ways were machined and fixtured for Moglice, which clamps beautifully. Note. Moglice is NOT like turcite, which is quite squishy.
4) Leadscrew totally worn out. but found another one on E-bay in excellent condition, and with a new nut courtesy of Russ Kepler.
5) Retrofitted the taper adjustment bolts to the new hex style , as I am just too clumsy with a wrench with the old ones.
6) New center dauber , made from pics.

1) New homemade tailstock ram. After a very unsatisfactory
hard chrome job, I decided to make a new one myself. Turned it up, ground with my K.O.lee and then lapped to the oversized honed and lapped bore. Looks like I'm getting factory fit .0002. New key was made and lapped to the keyway in my ram. The key was originally pinned to the tailsock but I modified the casting, so that the key was held by a allen bolt.
2) The two halves of the tailstock were scraped, as they looked more like a potato chip than flat to each other.
3) The bottom ways were machined and fixtured for Moglice, which clamps beautifully. Note. Moglice is NOT like turcite, which is quite squishy.
4) Leadscrew totally worn out. but found another one on E-bay in excellent condition, and with a new nut courtesy of Russ Kepler.
5) Retrofitted the taper adjustment bolts to the new hex style , as I am just too clumsy with a wrench with the old ones.
6) New center dauber , made from pics.
")




")
 from a big steaming
from a big steaming  POS.
POS.