R
Roger Van Maren
Guest
Hello all,
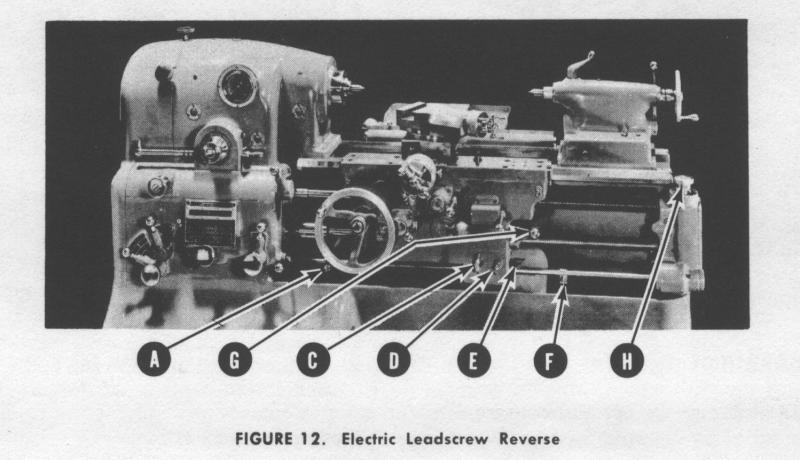
I can't seem to figure out how you are supposed to use the electrice leadscrew reverse feature. This is a '42 vintage, round dial EE with a lever on a rod across the front of the machine to start and stop the spindle and a spindle direction switch located on the headstock near the threading direction knob. (this seems to be locked out sometimes and can't be moved) I can see how to set things up so the spindle will turn off at a preset point of carriage travel. Would this work to thread to a shoulder? The spindle would have to coast to a stop the same each time, yes?
Are you then supposed to back the crossfeed out to the threading stop and reverse the spindle? It seems that this would be pretty slow on a long, fine thread.
What am I missing here? When would you want to use the spindle direction switch up on the headstock?

Thanks,
Roger Van Maren
I can't seem to figure out how you are supposed to use the electrice leadscrew reverse feature. This is a '42 vintage, round dial EE with a lever on a rod across the front of the machine to start and stop the spindle and a spindle direction switch located on the headstock near the threading direction knob. (this seems to be locked out sometimes and can't be moved) I can see how to set things up so the spindle will turn off at a preset point of carriage travel. Would this work to thread to a shoulder? The spindle would have to coast to a stop the same each time, yes?
Are you then supposed to back the crossfeed out to the threading stop and reverse the spindle? It seems that this would be pretty slow on a long, fine thread.
What am I missing here? When would you want to use the spindle direction switch up on the headstock?
Thanks,
Roger Van Maren