B
[email protected]
Guest
In mid March I posted about the splined motor shaft and that I was going to switch to a VFD. The conversion has been completed with the exception of the braking resistor(s) for the drive.
I made a new 32 tooth 16 DP 14-1/2 deg PA gear to slide on the motor shaft with a 1-1/8" bore and 1/4" keyway to fit the motor shaft. I did not attempt to duplicate the splined set up that Monarch used due to the fact that I could not fully identify the type of spline employed with confidence. The gear was made from 4140 pre-hard and the teeth have been flame hardened to further increase the hardness. The tooth form does not match exactly with the form that exists on the originals, and it does introduce a bit of a noise problem in backgear, that seems to be getting less noisy as it wears in.
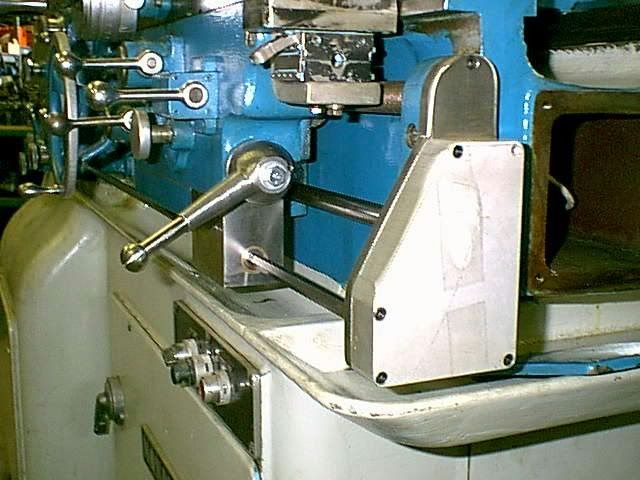
I also purchased a new 5 HP inverter duty rated motor with 184TC frame with feet. The motor/gearbox adaptor plate was made from 1" thick HRS, that the supplier supplied from Blanchard ground stock, that must have been excess from a previous job. I also extended the shaft of the motor, by drilling and tapping the end, and fitting a 3/4" long extension, the threaded portion of which was made much like a threaded lathe spindle with a register section. The shaft keyway was aligned in the mill and the keyway was cut in the extension. The key and extension have been pinned to the motor shaft. As could be expected there were some minor fitting problems to be addressed; the extension was a few thou too long, the bore of the gear had a tight spot, but it was basically a straight forward machining job.
The motor and gearbox combination were mounted to the original mounting plate and reinstalled in the lathe.
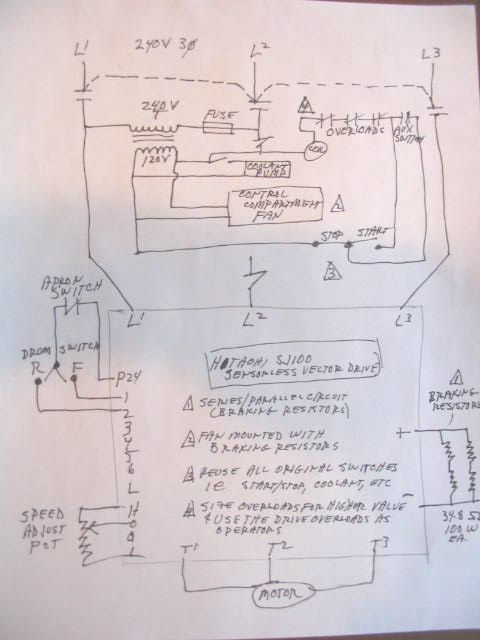
The VFD installed is a Hitachi SJ100-037LFU Sensorless Vector Drive. The unit is set to top out at 115 Hertz for a top end of 3900 RPM approx.
Several cutting tests have been conducted which have demonstrated the capability of the drive. Cuts were taken at rpm's from 100 to 2500 at feeds of .0074"/rev with .150 DOC. The only time I stalled the drive was at 100-200 RPM, .180" DOC, .0148" feed(this was the only time this cut was tried). Stock was 1-1/4" 1018. All cutting tests were in direct drive.
I don't know how this compares to the original DC drive, as mine was never fully functional in delivering the full 5 HP, but I'm very satisfied.




Harry
[This message has been edited by [email protected] (edited 04-14-2004).]
[This message has been edited by [email protected] (edited 04-14-2004).]
I made a new 32 tooth 16 DP 14-1/2 deg PA gear to slide on the motor shaft with a 1-1/8" bore and 1/4" keyway to fit the motor shaft. I did not attempt to duplicate the splined set up that Monarch used due to the fact that I could not fully identify the type of spline employed with confidence. The gear was made from 4140 pre-hard and the teeth have been flame hardened to further increase the hardness. The tooth form does not match exactly with the form that exists on the originals, and it does introduce a bit of a noise problem in backgear, that seems to be getting less noisy as it wears in.
I also purchased a new 5 HP inverter duty rated motor with 184TC frame with feet. The motor/gearbox adaptor plate was made from 1" thick HRS, that the supplier supplied from Blanchard ground stock, that must have been excess from a previous job. I also extended the shaft of the motor, by drilling and tapping the end, and fitting a 3/4" long extension, the threaded portion of which was made much like a threaded lathe spindle with a register section. The shaft keyway was aligned in the mill and the keyway was cut in the extension. The key and extension have been pinned to the motor shaft. As could be expected there were some minor fitting problems to be addressed; the extension was a few thou too long, the bore of the gear had a tight spot, but it was basically a straight forward machining job.
The motor and gearbox combination were mounted to the original mounting plate and reinstalled in the lathe.
The VFD installed is a Hitachi SJ100-037LFU Sensorless Vector Drive. The unit is set to top out at 115 Hertz for a top end of 3900 RPM approx.
Several cutting tests have been conducted which have demonstrated the capability of the drive. Cuts were taken at rpm's from 100 to 2500 at feeds of .0074"/rev with .150 DOC. The only time I stalled the drive was at 100-200 RPM, .180" DOC, .0148" feed(this was the only time this cut was tried). Stock was 1-1/4" 1018. All cutting tests were in direct drive.
I don't know how this compares to the original DC drive, as mine was never fully functional in delivering the full 5 HP, but I'm very satisfied.
Harry
[This message has been edited by [email protected] (edited 04-14-2004).]
[This message has been edited by [email protected] (edited 04-14-2004).]