Carl,
I found the headstock socket for our Sag 14 at work, and took a few measurements. (There are no markings on it, but it is possibly original).
I have changed my nice metric measurements into inch-speak
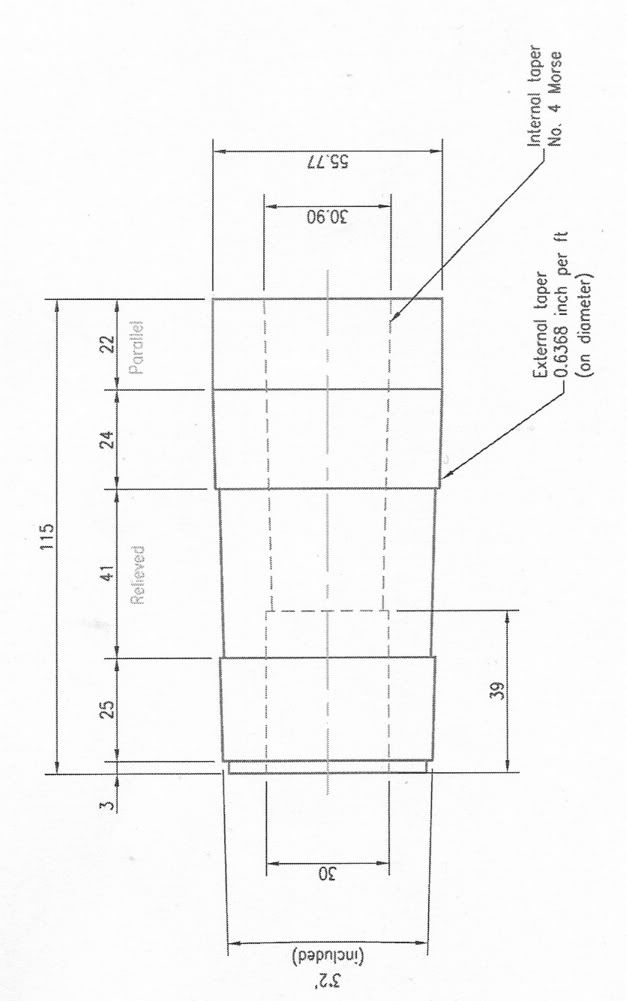
The inside taper is MT4.
The overall length is 4.409", plus another 1/8" of reduced diameter where you hit it with a removal bar.
Working from the large end, it is 2.1956" dia, and remains this diameter, parallel, for a length of 0.875". I guess this is to get your dead centre out a reasonable distance through the carrier plate.
The taper portion is therefore 3.534" long.
We have a MT4 lap with a long parallel shank. I chucked this and fitted the socket to this "mandrel" . It wasn't running better than a few thou at one end.
I set up a clock on centre height, and used the carriage dial markings to get my longitudinal travel.
So this isn't perfect by a long shot, but may help you track down the taper.
I got 0.0886" clock travel with 3.300" carriage travel.
That looks like 0.0537" taper per inch (included)
or 0.6442" per ft.
The centre portion of the taper is relieved, so there are two approx 1" long ground tapered end portions seperated by the relieved centre portion approx 1.5" long.
Let me stress once again - these are not measurements to make a taper from, just to help identification. I have been really busy of late, but if you need more info, let me know, I should have more time to try some more accurate measurements.