Rudd
Stainless
- Joined
- Jul 30, 2003
- Location
- savannah, jaw-ja
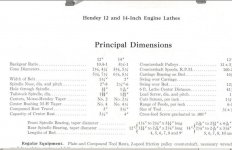
Need someone with a Series O lathe 13" or larger to confirm some spindle dimensions.
I've got a 13 5/8" diameter faceplate that is threaded nominally 1 7/8" x 8". I followed up a lead on Oliver wood lathes, but have not found anyone with that thread, but several with 1 7/8" x 6, tho the book they have states 1 7/8 x 8. Last fellow said his Oliver spindle was 2 11/16" overall length, so much too long for the plate I have even if the threads were correct.
The 1 7/8" x 8" is undersized for a wartime 13" SB with that advertised spindle thread, it won't thread on more than most of a turn, and the register is too big for the SB spindle. Yes, it is 8 tpi. I checked.
Register is 1.903 diameter.
length of register is about .39".
length of threaded portion about 1.36.
Makes the whole faceplate about 1.75" thick.
1.725 minor diameter on the female threads
This thing is taking up valuable floorium.
I've got a 13 5/8" diameter faceplate that is threaded nominally 1 7/8" x 8". I followed up a lead on Oliver wood lathes, but have not found anyone with that thread, but several with 1 7/8" x 6, tho the book they have states 1 7/8 x 8. Last fellow said his Oliver spindle was 2 11/16" overall length, so much too long for the plate I have even if the threads were correct.
The 1 7/8" x 8" is undersized for a wartime 13" SB with that advertised spindle thread, it won't thread on more than most of a turn, and the register is too big for the SB spindle. Yes, it is 8 tpi. I checked.
Register is 1.903 diameter.
length of register is about .39".
length of threaded portion about 1.36.
Makes the whole faceplate about 1.75" thick.
1.725 minor diameter on the female threads
This thing is taking up valuable floorium.









")