I can't find this in any of the catalogs I've been looking at.
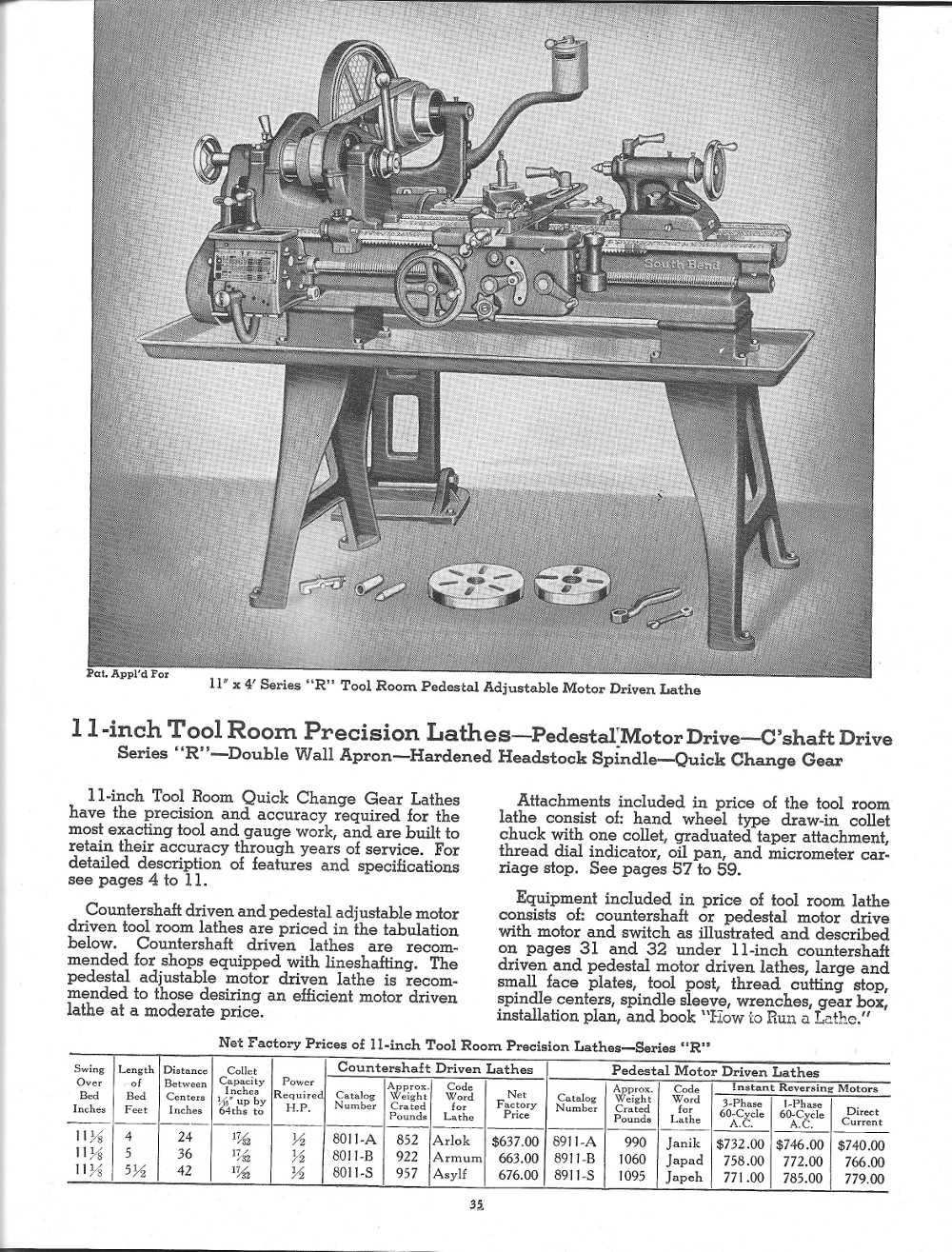
It's an 11" South Bend lathe, with a gap bed and the overhead-mount silent chain drive.
Serial number is 33817, which Steve Wells new SN database has as 1927.
Model number appears to be 3684-A or 3634-A.
How do the apron controls work? Does it use the leadscrew for traversing and cross-feed like a Model C, or does it work like a Model A?
What spindle taper does it have and what collets does it take? What is the spindle nose thread?
What are the pros and cons of this lathe?
I've been hunting for a heavy 10, but I have the opportunity to get this one for a great price. I'd miss having the 5C collets and large bore spindle, but it's probably bigger than my Atlas, and the overall machine is certainly a lot heavier duty.
Steve
It's an 11" South Bend lathe, with a gap bed and the overhead-mount silent chain drive.
Serial number is 33817, which Steve Wells new SN database has as 1927.
Model number appears to be 3684-A or 3634-A.
How do the apron controls work? Does it use the leadscrew for traversing and cross-feed like a Model C, or does it work like a Model A?
What spindle taper does it have and what collets does it take? What is the spindle nose thread?
What are the pros and cons of this lathe?
I've been hunting for a heavy 10, but I have the opportunity to get this one for a great price. I'd miss having the 5C collets and large bore spindle, but it's probably bigger than my Atlas, and the overall machine is certainly a lot heavier duty.
Steve