gary350
Hot Rolled
- Joined
- Aug 11, 2008
- Location
- Murfreesboro, TN. USA
I bet most of you guys have some homemade tooling for your lathe, mill or grinder that you invented because you can not buy it in any tool catalog or the tooling is just to expensive to buy. Lets see your pictures. Tell us what it is and what it does. Someone here might want to build one.
I need a radius cutter for my lathe. I hope someone shows a pic of one that I can build that does 1/4" to 1/2" radius. I saw a radius cutter in Home Shop Machinist Magazine many years ago but don't remember now how it was built.
From Left to Right.
#1. Worlds smallest hydraulic jack. I used this 31 years ago when I built punch press dies and repaired dies. It is great for jacking apart a stuck die. It is only 3/4" bore diameter but with 40,000. psi from a grease gun it can produce several tons of power.
#2. I do not have a turret lathe but I needed a turret attachment for a special project so I built this. It has an index location on the bottom so I can spin it and it stops exactly on center. It has 6 pre drilled holes.
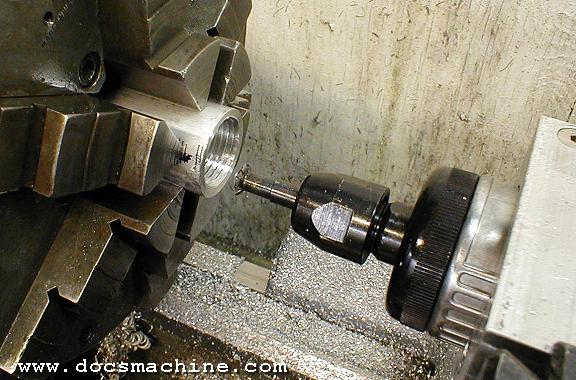
#3. I call this the force indicator. I put a piece of 3" diameter 16" long steel in the lathe chuck so it can be center drilled or put in the steady rest. This device I built is a piece of 1/2" square CRS with a roller bearing on the end. Mount it in the tool holder and crank it into the part as the part turns slow. It forces the part to center and it is very accurate and much faster than a dial indicator. I can center a part in less than 60 seconds.
#4. This is my magnetic mold indicator. It is a piece of metal with a 3/4" hole drilled through it and a 5/8" magnet glued in the hole with epoxy. I can stick it on the side of a mold and indicate the edge to .0001" it is extremely accurate. It is had to indicate that close with an edge finder. I use to use this 29 years ago when I was a mold maker. You have to make it in 2 pieces, surface grind each piece and bolt the 2 halves together. I use to have a dial indicator full dial rotation was something like .005" I have not done mold work in 10 years.

I need a radius cutter for my lathe. I hope someone shows a pic of one that I can build that does 1/4" to 1/2" radius. I saw a radius cutter in Home Shop Machinist Magazine many years ago but don't remember now how it was built.
From Left to Right.
#1. Worlds smallest hydraulic jack. I used this 31 years ago when I built punch press dies and repaired dies. It is great for jacking apart a stuck die. It is only 3/4" bore diameter but with 40,000. psi from a grease gun it can produce several tons of power.
#2. I do not have a turret lathe but I needed a turret attachment for a special project so I built this. It has an index location on the bottom so I can spin it and it stops exactly on center. It has 6 pre drilled holes.
#3. I call this the force indicator. I put a piece of 3" diameter 16" long steel in the lathe chuck so it can be center drilled or put in the steady rest. This device I built is a piece of 1/2" square CRS with a roller bearing on the end. Mount it in the tool holder and crank it into the part as the part turns slow. It forces the part to center and it is very accurate and much faster than a dial indicator. I can center a part in less than 60 seconds.
#4. This is my magnetic mold indicator. It is a piece of metal with a 3/4" hole drilled through it and a 5/8" magnet glued in the hole with epoxy. I can stick it on the side of a mold and indicate the edge to .0001" it is extremely accurate. It is had to indicate that close with an edge finder. I use to use this 29 years ago when I was a mold maker. You have to make it in 2 pieces, surface grind each piece and bolt the 2 halves together. I use to have a dial indicator full dial rotation was something like .005" I have not done mold work in 10 years.










 yeah i like making tools.
yeah i like making tools. Quite beefy for their size. I need something like that and don't have the time to fab....sigh....
Quite beefy for their size. I need something like that and don't have the time to fab....sigh....




