A few comments to amplify those that have been mentioned regarding the broken teeth on the spindle gear.
There are a variety of methods to do this, including the one mentioned (which was to braze up and then re-cut the teeth, using
support pins embedded in the braze).
1) Replace the missing tooth with steel pins pressed into the casting, and profile the pins to act as a tooth.
2) undercut the region of the gear with a slot where the tooth is missing, and silver solder in a steel or cast iron
slug, which is then cut into a tooth with an involute gear cutter.
3) fabricate an entirely new gear to replace the one missing teeth.
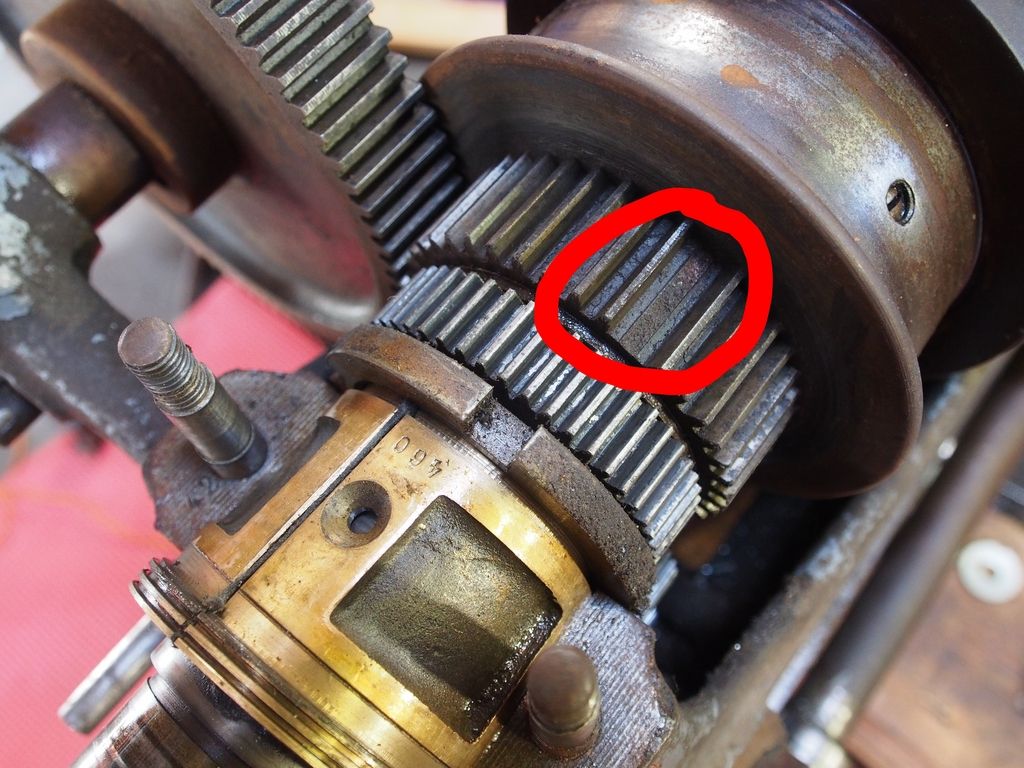
Here's an example from my elderly seneca falls lathe, where the former owner had done the first fix:
In this case I chose to re-make this gear from scratch as it was not too large, could
be made of steel, and had several missing teeth:
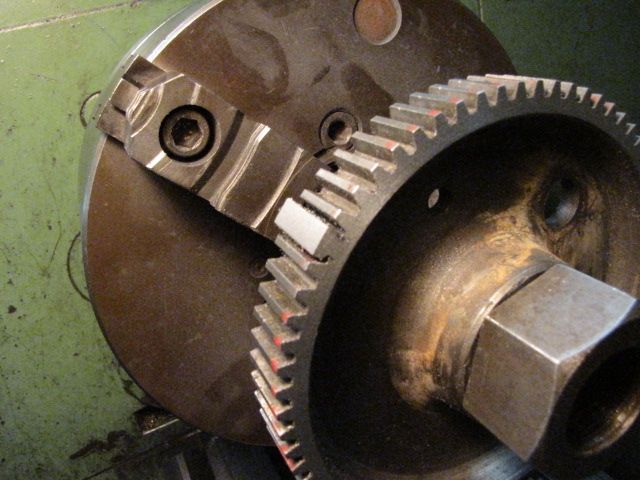
The gear that was replaced is the outboard one on the end of the spindle. Notice
the back gear that larger and mounted to the cone pulley, is also missing teeth.
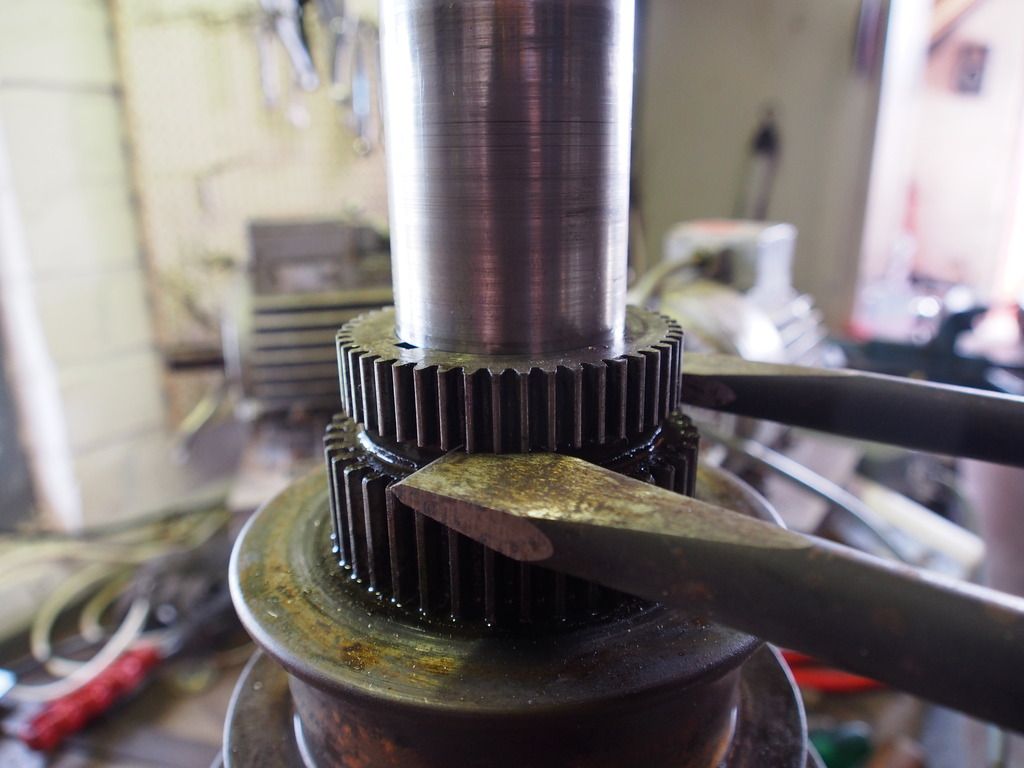
I eventually did purchase some cast iron bar stock and re-made that gear as well, which
was a tougher job as it has a long boss on it that presses into the body of the cone pulley.
If you have access to a milling machine and a dividing head, it really is not that tough a job
to re-manufacture a gear like this. The involute cutters are a very modest expense if you can
find the one that you need for your gearing system.
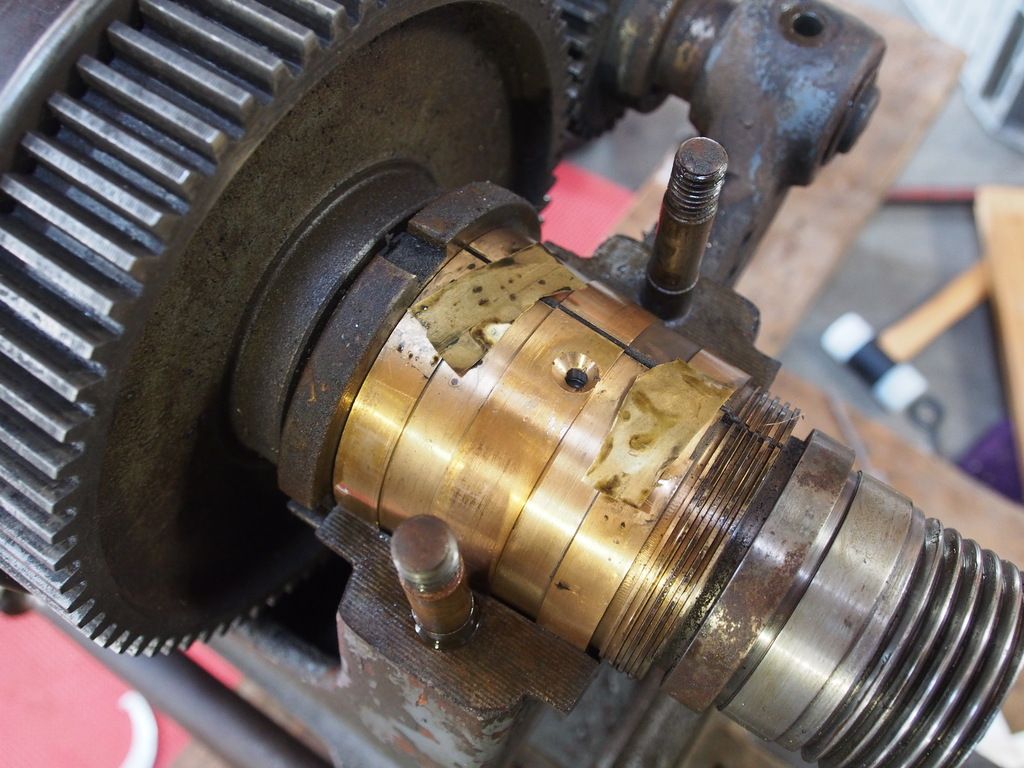

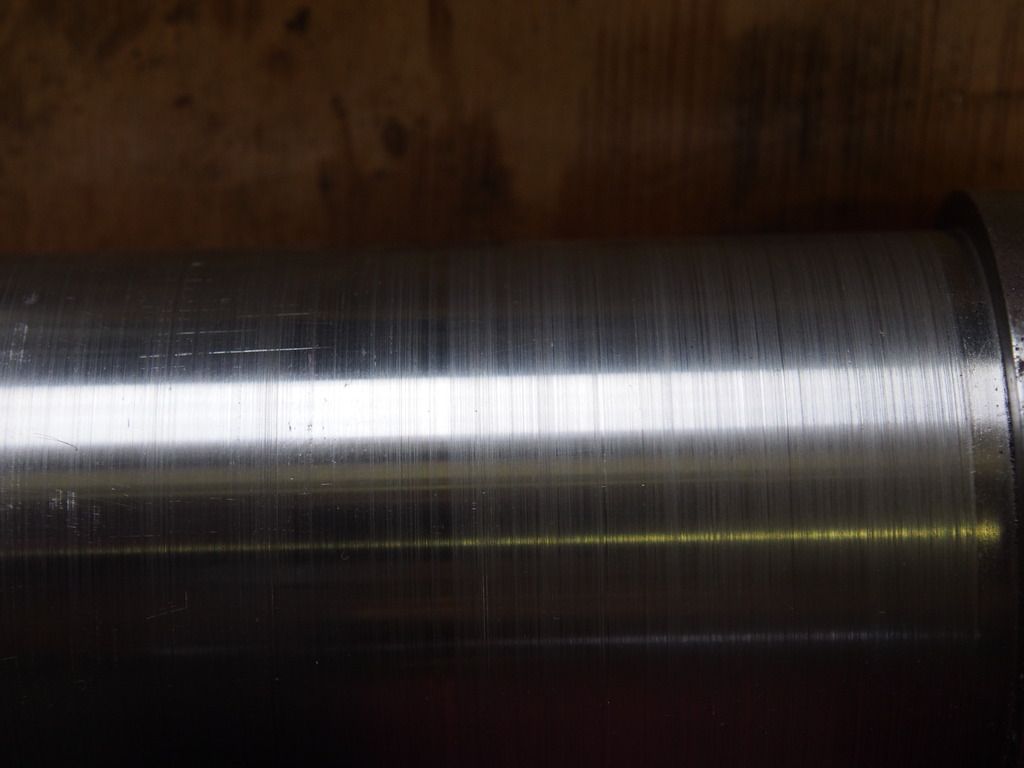

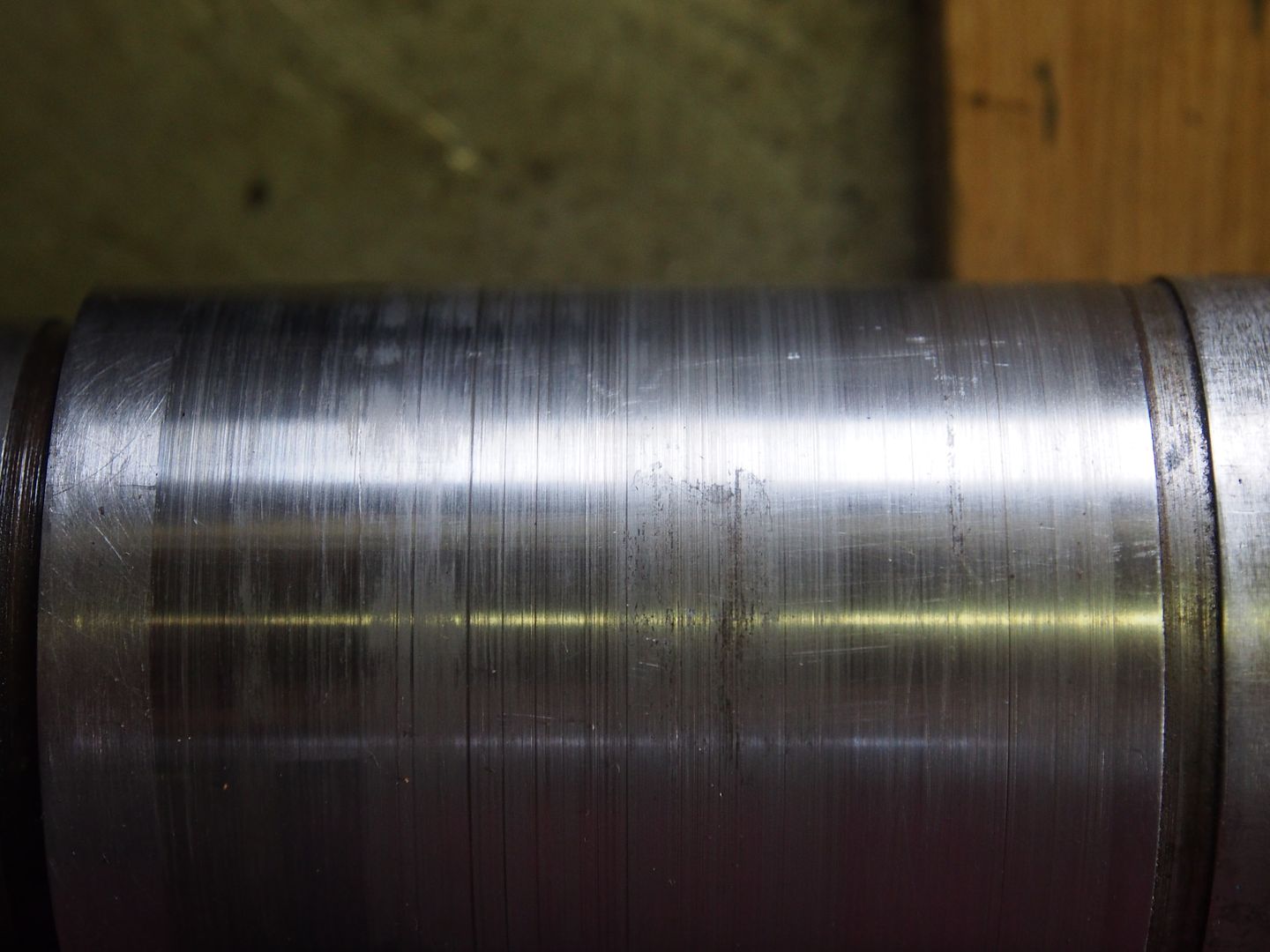

") When I saw those journal and bearing surfaces I thought, that's it, game over! But now that I've read your posting I've decided to push on and see if I can get this thing running. After all, I've already got a motor and vfd. Also, the new workbench is nearly finished.
When I saw those journal and bearing surfaces I thought, that's it, game over! But now that I've read your posting I've decided to push on and see if I can get this thing running. After all, I've already got a motor and vfd. Also, the new workbench is nearly finished.


![IMG_2045[1].jpg](https://www.practicalmachinist.com/forum/data/attachments/157/157206-fbfac22c6b4434eb519937958e37a2f2.jpg "IMG_2045[1].jpg")
![IMG_2046[1].jpg](https://www.practicalmachinist.com/forum/data/attachments/157/157207-41859dae41b1d0fc1aea2ff0d426a274.jpg "IMG_2046[1].jpg")
![IMG_2047[1].jpg](https://www.practicalmachinist.com/forum/data/attachments/157/157208-bc210e6f75625bfac6672c6d2bd33ccb.jpg "IMG_2047[1].jpg")
![IMG_2103[1].jpg](https://www.practicalmachinist.com/forum/data/attachments/157/157209-aefefd1cbb4be79a79769be871504808.jpg "IMG_2103[1].jpg")
![IMG_2239[1].jpg](https://www.practicalmachinist.com/forum/data/attachments/157/157210-1671c3f334f97cef4ee3fbcae92c7228.jpg "IMG_2239[1].jpg")