12.5in OD slug. In OP1 it goes from ~200lbs to ~40lbs.
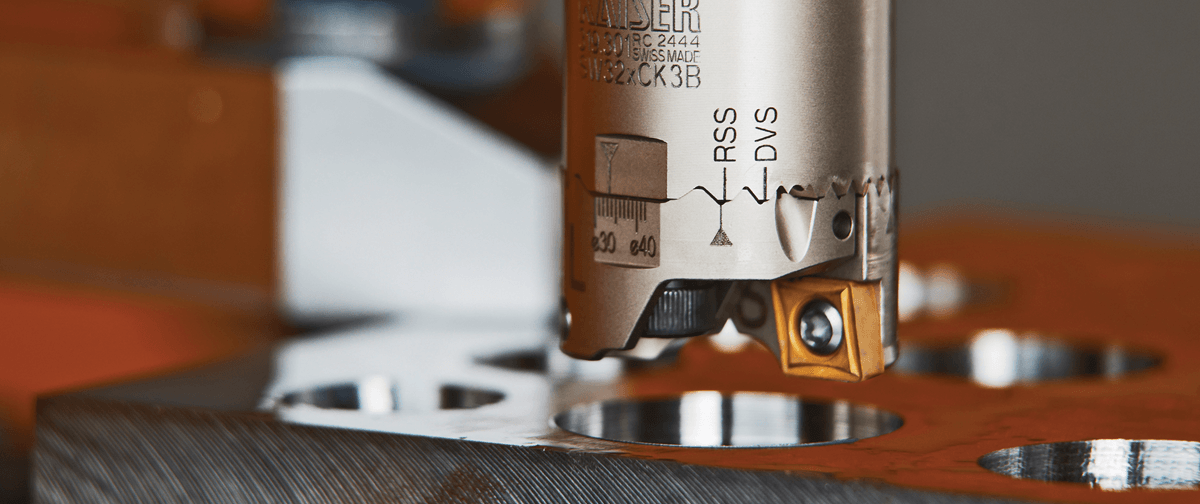
This picture of the pocket feature might make it a little more clear why I don't think it's worth the hassle of punching the hole out on the lathe. Total cycle time for that hole is less than 15 minutes. Total roughing time for the whole pocket (including coming back in with the high feed) is about 30 minutes. The same solid carbide that does 90% of the work in that pocket spends about an hour roughing the OD. It has been a very consistent process, relatively drama free, and relatively quick. But I would like to reduce time in cut for the solid carbide, as they are not cheap.
I do think if we can get away with just a spade drill to pull some material out that might be the best MRR/$$$ ratio for the few minutes it should take.
View attachment 434479