jCandlish
Titanium
- Joined
- Jun 1, 2011
- Location
- Oberaargau, Swizerland
That is significantly different from the Schaublin. I wish that you had shown the machine without the -i control. That would have made direct comparison more pertinent.
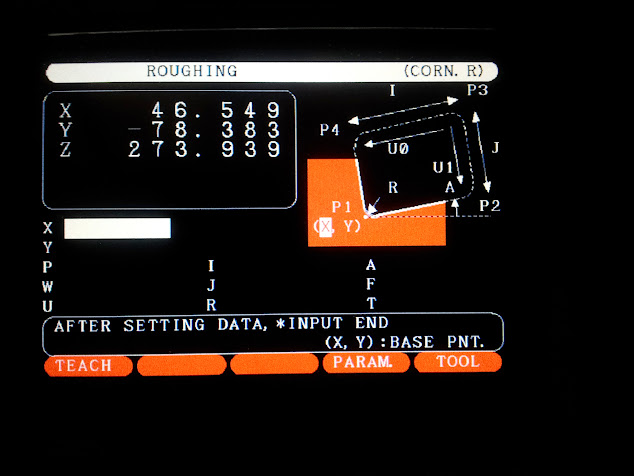
The Schaublin has 9 canned cycles. Line, Circle, Corner, Roughing, Facing, Side-cutting, Hole-machining, Pocketing, and Limited-boundry.
Each of the cycles has sub-menus. For example patterns are a sub-menu of Hole-machining. The selection would be hole type, (I've skipped over the screen with the hole parameters settings), pattern type, then pattern settings.
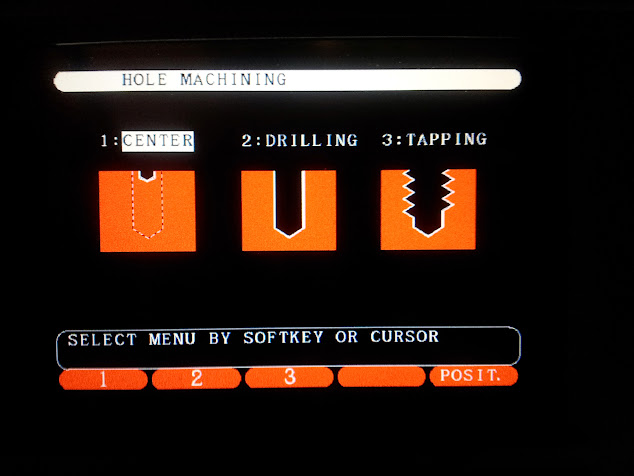
It seems like on the Makino you select the positioning first and then specify the type of hole???
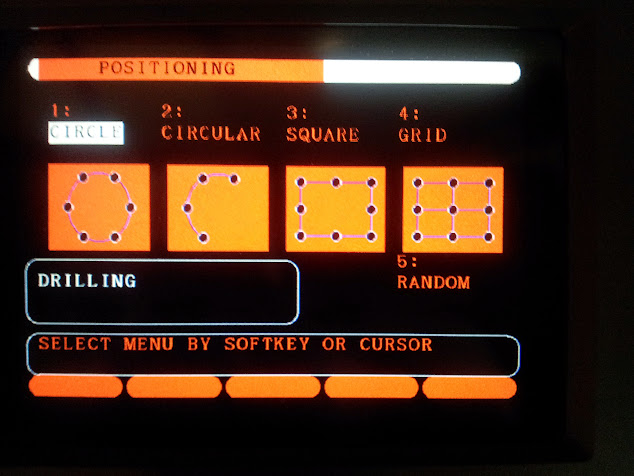
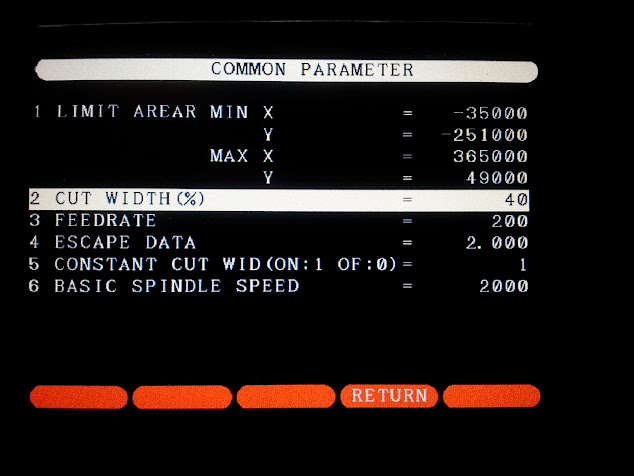
Notice also on the Schaubin the sloppy programing of the positioning menu, the softkeys are unlabeled and the screen heading 'POSTIONING' is in reverse video. That kind of crap has really put me off the Series-20 controlled CCN lathes.
That kind of crap has really put me off the Series-20 controlled CCN lathes.
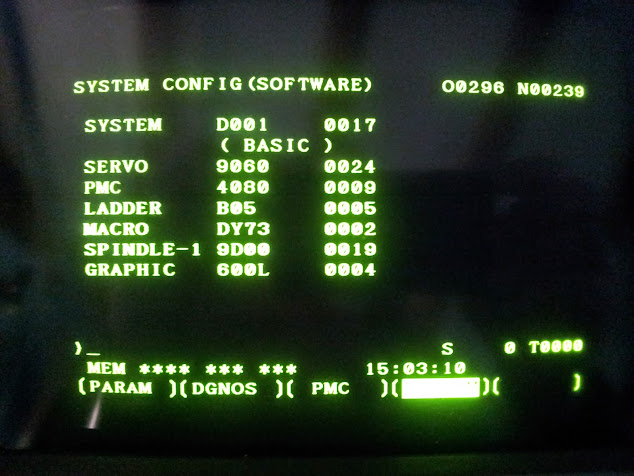
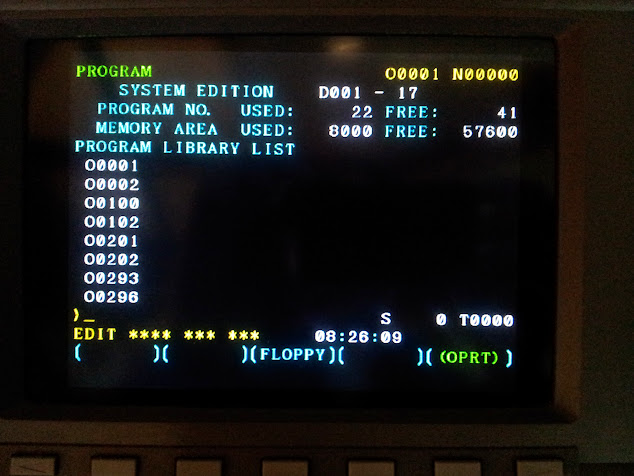
It would be interesting to see the software version installed on the Makino. This screen is from before the CRT failed.
One the Schaublin there is a tool-table. You call it up from the 'tool' soft-key of any of the cycle screens.
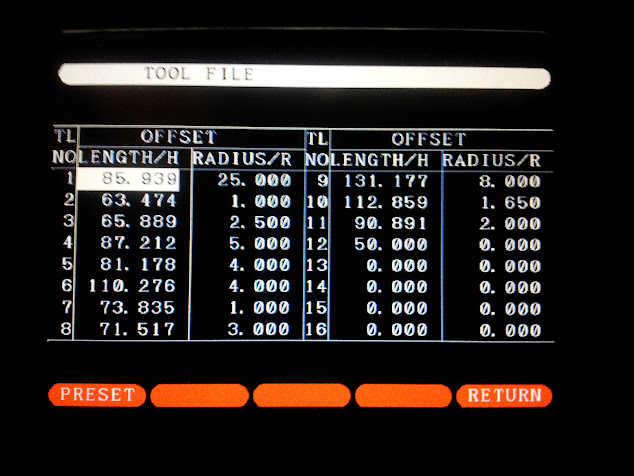
That tool table corresponds to the 32 position offset table of ISO mode.
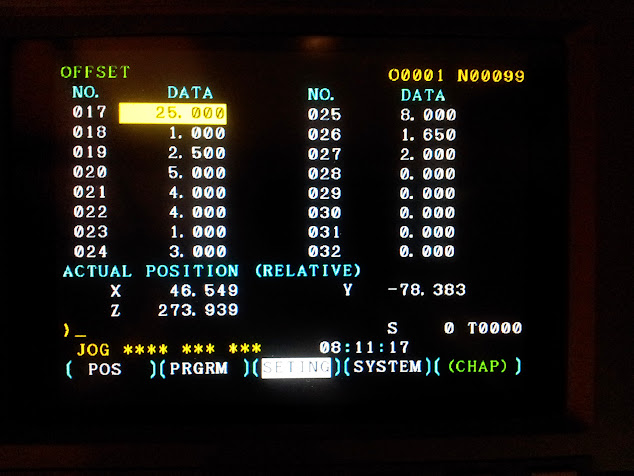
It is set up so that offsets 1->16 are tool length, and 17->32 are tool radius. Offsets 33->48 are spindle speeds, but you can't easily reach them from either the ISO or guidance screens. You can set them individually from the 'param' softkey menu of any cycle screen, or from the macro variables screens of ISO mode.
The hole cycles don't have a proper boring cycle. For that you need G87/G88 from ISO mode.
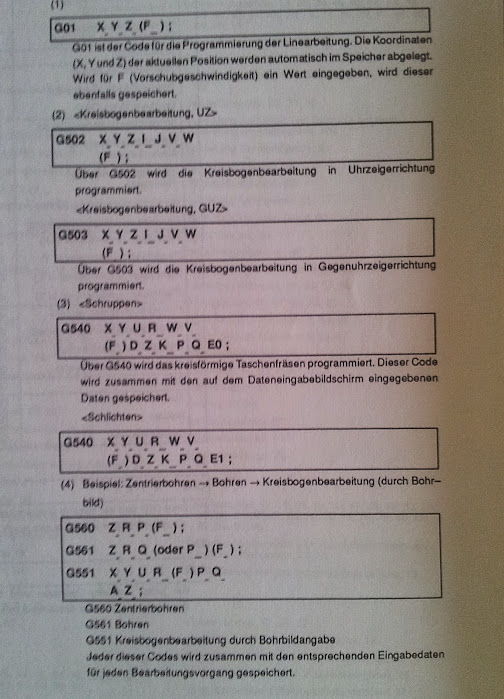
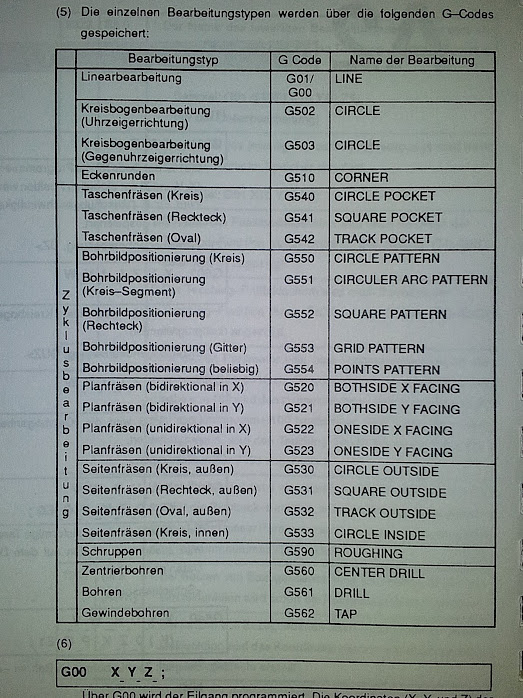
Regardless of how they have designed their user interfaces, I'm fairly certain that both the Schaublin and Makino are based upon the same G500 codes.
To work around the limitations of the teach-in mode, and expand the program memory capability when using Macro-B, I wrote a little program that emulates the FANUC Program File Mate.
For this I had to reverse engineer the communication protocol.

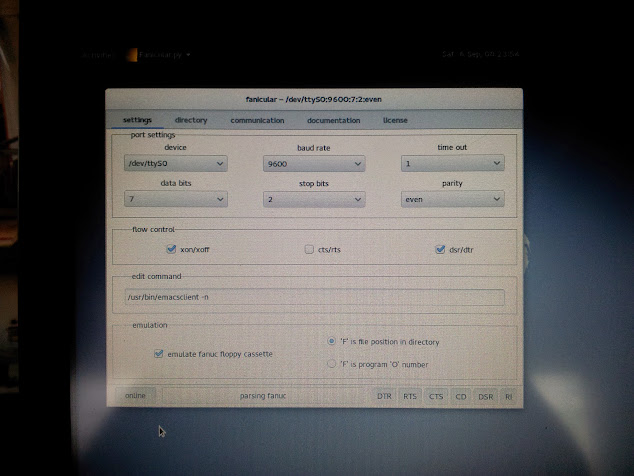
The program lets me share files on a computer with the FANUC control.
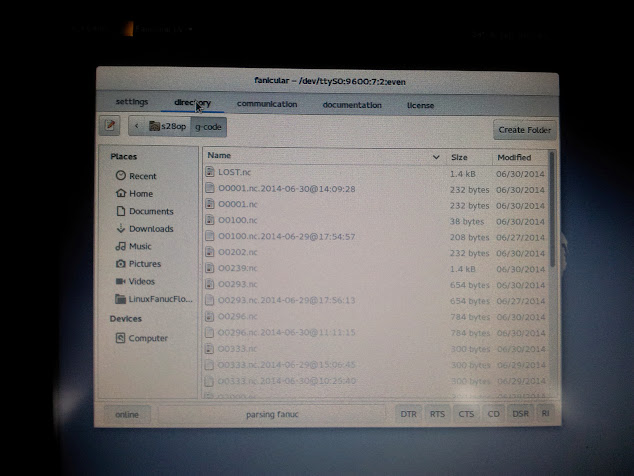
And access them directly from the control as if they were local, with M198 for example.

Works pretty good.
Anyways, thats my FANUC Series-20 photoessay.
.
The Schaublin has 9 canned cycles. Line, Circle, Corner, Roughing, Facing, Side-cutting, Hole-machining, Pocketing, and Limited-boundry.
Each of the cycles has sub-menus. For example patterns are a sub-menu of Hole-machining. The selection would be hole type, (I've skipped over the screen with the hole parameters settings), pattern type, then pattern settings.
It seems like on the Makino you select the positioning first and then specify the type of hole???
Notice also on the Schaubin the sloppy programing of the positioning menu, the softkeys are unlabeled and the screen heading 'POSTIONING' is in reverse video.
That kind of crap has really put me off the Series-20 controlled CCN lathes. It would be interesting to see the software version installed on the Makino. This screen is from before the CRT failed.
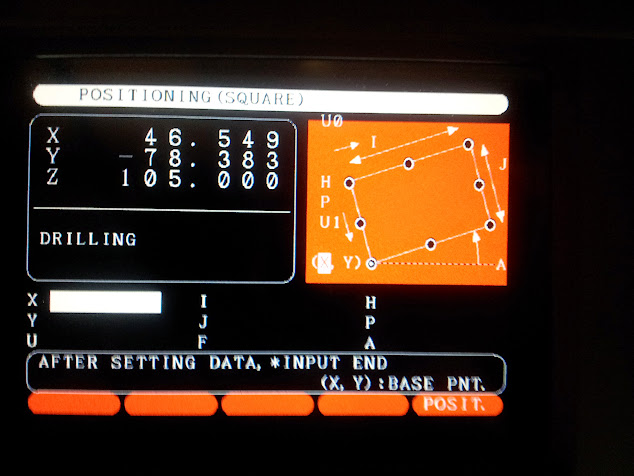
The spindle RPM is whatever you have the manual spindle speed pot set at...
One the Schaublin there is a tool-table. You call it up from the 'tool' soft-key of any of the cycle screens.
That tool table corresponds to the 32 position offset table of ISO mode.
It is set up so that offsets 1->16 are tool length, and 17->32 are tool radius. Offsets 33->48 are spindle speeds, but you can't easily reach them from either the ISO or guidance screens. You can set them individually from the 'param' softkey menu of any cycle screen, or from the macro variables screens of ISO mode.
or boring head, or whatever
The hole cycles don't have a proper boring cycle. For that you need G87/G88 from ISO mode.
Regardless of how they have designed their user interfaces, I'm fairly certain that both the Schaublin and Makino are based upon the same G500 codes.
To work around the limitations of the teach-in mode, and expand the program memory capability when using Macro-B, I wrote a little program that emulates the FANUC Program File Mate.
For this I had to reverse engineer the communication protocol.
The program lets me share files on a computer with the FANUC control.
And access them directly from the control as if they were local, with M198 for example.
Works pretty good.
Anyways, thats my FANUC Series-20 photoessay.
.

")