Hi All:
I modeled up the feature in CAD just to see what the OP is up against.
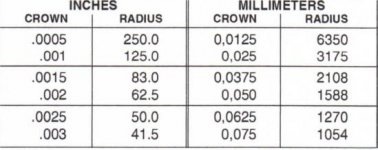
The height of the dome is only 0.00273" over an 0.875" diameter.
To get this feature accurate is not a job for some hokey setup on a 1950's beater cylindrical grinder.
Carbide Bob got it right when he remarked that you need to control tenths to make this anything more than wishful thinking.
If you try to form the shape on an aluminum oxide wheel by any method, your error is going to significantly influence your outcome.
I don't think you'll get there with a form wheel.
If you just form dress the side of a wheel and then drive it into your spinning workpiece the ridges you make will likely be 50% of the height of the profile.
I don't think you will win unless you generate the radius with the periphery of a flat faced wheel.
I'll bet something like a CNC cutter grinder could do this accurately enough to be worthwhile, so I'd contact Alfred Lyon at AB tools and see if he can run something like this for you on his Anca grinders..
If that is unappealing, I'd just turn it on a CNC lathe and accept what I get.
Unless the OP is trying to machine some crazy exotic ceramic or something, a fine turned finish will probably be better than some bodged grinder hackup.
There are vendors out there who claim to be able to hard turn to microns...find one and let them go at it.
If you just can't resist, I'd find a way to swing a toolpost grinder on a lathe or cylindrical grinder...you'd have to build a godawful swing arm contraption over the headstock end and you'd have to build it like a brick shithouse, but you might have a stab at it.
You could also swing a headstock with your workpiece in it past a stationary grinding wheel; a Sherline lathe headstock with a tiny 4 jaw chuck is small enough to mount on a swing arm and is self contained and motorized too.
All you'd have to do is build it onto a swing arm and then set it up on a Bridgeport so the Bridgeport spindle carries the grinding wheel and the table functions as a place to mount the swing arm, or set it up on a cutter grinder like a Cincinatti and do the same thing.
But I wouldn't personally waste my time on such a kludge...I'd farm it out.
Cheers
Marcus
Implant Mechanix • Design & Innovation > HOME
Vancouver Wire EDM -- Wire EDM Machining